






 One of its latest automation successes: a robotic forming cell, anchored by a Bystronic press brake fed by a Kuka industrial robot—a 100% turnkey Bystronic install and integration project that went online in the fall of 2021. To learn more about this cell and the company’s automation efforts, MetalForming spoke to Louis and Jeff Huhn, senior design engineer for the firm.
One of its latest automation successes: a robotic forming cell, anchored by a Bystronic press brake fed by a Kuka industrial robot—a 100% turnkey Bystronic install and integration project that went online in the fall of 2021. To learn more about this cell and the company’s automation efforts, MetalForming spoke to Louis and Jeff Huhn, senior design engineer for the firm.  “We have the robot mounted on a track, with the brake set on a pedestal that makes it taller and easier to move parts from the robot to the brake,” he explains.
“We have the robot mounted on a track, with the brake set on a pedestal that makes it taller and easier to move parts from the robot to the brake,” he explains.
For accurate palletizing of parts and blanks, pallets with grid patterns and holes for locating pins rest on one side of the cell. Operators place pins in designated holes for proper part and blank stacking.
“We use those pin pallets for smaller-sized parts,” Louis explains.
Larger parts—“we produce a fair number of 8- or 10-ft.-long parts,” he says—lay ready in a set-down area in the cell opposite of the press brake. The robot picks these large-part sheets and sets them in a reference table to provide an edge location and orientation for the robot end-of-arm grippers. Then, the robot picks the sheets and places them in the brake. Backgauge sensors confirm proper positioning in the press brake, with hydraulic action triggered once the backgauge sensors give the okay.
The cell runs material to ⅜ in. thick, with the goal of jobs that can run for at least 4 hr., and 80% cell operation across two shifts per day. Louis expects the cell to reach that level of productivity in 2024.
How does the team at Louis Industries decide what parts route through the robotic press brake cell?
“People on the plant floor don’t want to handle parts that create awkward movements,” Louis says, explaining that these types of parts become perfect candidates for the automated cell. “It’s also a combination of the job volume, and if we have the grippers and the tooling to run these parts in the cell.”
Huhn echoes these sentiments.
 “Ergonomics play a part,” he says. “Parts that require two people normally on a regular press brake, if we can run them through the cell with one person that can set up the job, load the program and walk away, that’s the ideal situation. The job runs and this person can do something else.”
“Ergonomics play a part,” he says. “Parts that require two people normally on a regular press brake, if we can run them through the cell with one person that can set up the job, load the program and walk away, that’s the ideal situation. The job runs and this person can do something else.”
Add Louis: “After a year-and-a-half, we’re probably 50% of the way through the parts we originally planned to run in the cell. As each day passes, we’re gaining more experience in terms of what parts to run, how to do so and how to keep the cell running. This knowledge will serve us well as time goes on and as we build our automation expertise.”
Deliberate Automation Approach
Adding full load and unload automation to the cell is a project for another day as the company’s cell knowledge expands, according to Louis.
“We had so much to learn with this cell, from programming to loading, unloading, stacking, etc., that we decided to stop automating and become proficient at this this base product first,” he says. “We could have added some automated loading and unloading, but then all we would have done is create a longer process to learn how to use what we have. We’re at the beginning here and want to gain a foothold with what we have to make sure that we’re successful with it.”
Louis Industries has maintained a measured and disciplined approach to adding automation on its plant floor, dating back to its initial purchase of laser cutting equipment in 1995, and its more recent investments in robotic welding. The company culture preaches perfecting current automation before taking the next step, thus providing time for personnel to become proficient and experienced. As it has become more proficient with this press brake cell, the Louis Industries team has discovered some unforeseen advantages.
One advantage cited by Louis and Huhn involves scheduling, where experience has provided an accurate time block for similar jobs. Knowing the expected time to run jobs of certain types enables easier scheduling of cell time without guesswork or trial and error.
Of course, a new automation path also involves challenges.
“One challenge is putting together a team internally that gives confidence that it will work through the automation path, and the team also must include the automation supplier,” Louis concludes. “Persistence is half the battle when bringing in automation that’s new to us, and we’re still learning. We invested in this cell for the long haul, not because it was going to give us a return in the first six months of the first year. But we knew that once we gained experience and expertise in running this cell, how quickly we add a second, third and fourth cell really is the play we were looking at. I expect us to have a second and perhaps a third automated bending cell by next year. Every day we’re learning more and more. This only serves us better as we add more automation.” MF
View Glossary of Metalforming Terms
See also: Bystronic Inc.
Technologies: Bending, Pressroom Automation
Comments
Must be logged in to post a comment. Sign in or Create an Account
There are no comments posted.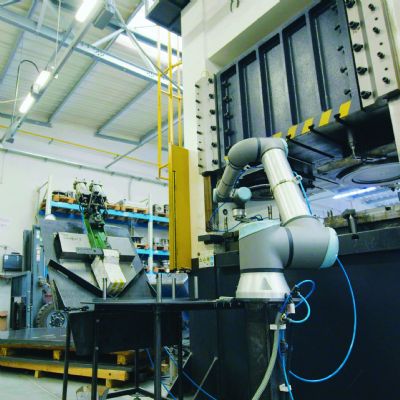
Automation and Humans: Replacement or Enhancement?
Kate Bachman February 26, 2024
 Pressroom Automation
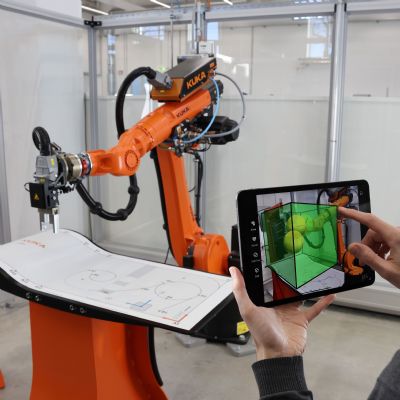
Pressroom AutomationAugmented Reality App Speeds and Simplifies New Robot Startu...
February 12, 2024
 Bending
BendingPress Brake Efficiency
Brad Kuvin Friday, January 19, 2024