Tom Snow
Tom SnowRespecting Resistance Welding
February 1, 2018Comments
Although many MetalForming readers recognize resistance welding (RW) as a common value-added secondary operation, especially for customers in the automotive industry, many do not fully understand the process. That’s the goal of this new column. Recognized as the fastest and least-expensive process for joining sheetmetal parts, RW looks deceptively simple. Yet, failing to precisely control the numerous process variables can result in welds that may look good but fall apart under load. A properly made resistance weld should be stronger than the parent material.
Spot and projection welding are the most common RW processes; other subcategories include seam, butt and flash welding. In addition, RW machines can perform brazing and hot-upset riveting.
More than 100 Years Old
RW basics were discovered accidently in 1877 by inventor Elihu Thomson, cofounder of General Electric. Resistance spot welding (RSW) of sheetmetal began 20 years later; kitchen-utensil manufacturers were early adopters of the process, which lowered production costs compared to using rivets to attach handles. RSW really took off in the early-1900s when the fledgling automotive industry settled on the process to join sheetmetal body parts. Today, an average car body includes more than 6000 spot welds. 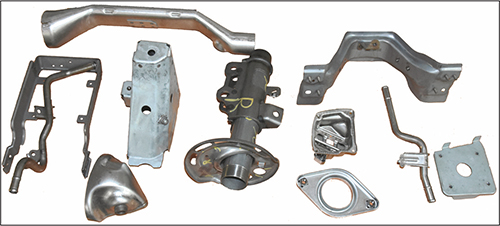
Use of the resistance-welding process took off in the early 1900s when the fledgling automotive industry settled on the process to join sheetmetal body parts. Today, an average car body includes more than 6000 spot welds.
While RW has been in use for decades, the increased use of advanced high-strength steels (AHSS) in the automotive industry requires re-education and a greater understanding of the RW process. In addition, engineers specifying RW machines for AHSS must take great care in selecting process settings and ensuring that parameters are well-controlled.
For generations, the wide plastic range of most steel alloys allowed some RW-machine setup personnel to use trial and error to arrive at the proper weld schedules. Now, however, it’s important to take the time to perform some R&D lab work and optimize the settings used.
Developing a documented weld lobe of process variables (the range of acceptable parameters) and staying in the middle of that range should ensure quality. Metalformers can develop the weld lobe inhouse or outsource the task to a qualified RW lab.
In addition to careful parameter development, shops must pay close attention to proper part fitup to help ensure RW success. Improperly formed parts with built-in springback can rob the process of the required weld force needed to produce strong joints. Much like the old time blacksmith, RW is a forging process, and weld force is a critical variable that must be adjusted to suit various material thicknesses. Sad to say, it’s not unusual for our service techs to hear from customers that they have never changed the air-pressure gauge setting, which controls weld force.
In addition to using the proper weld-force setting, achieving good weld strength when welding higher-strength alloys often requires a welding machine with a low-inertia force-delivery system with fast follow-up to instantly forge the weld joint when it reaches the molten state.
Metalformers also should take care when programming the two other main process variables—weld current (in amps) and weld time (current-flow duration), measured in cycles. Both of these variables vary based on the application. And, since weld schedules are not readily available for most new alloys, careful R&D lab work likely will be required. 
To help ensure spot-weld quality, the operator of a press-type RSW machine deploys a specialized digital gauge to measure weld force—one of the three variables critical to achieving optimum weld strength.
Process Verification
To facilitate welding-machine setup and to document the primary process variables, all RW departments should use a portable weld-force gauge and a secondary-welding-current meter. Use a tensile pull-testing machine to measure weld strength, and a torque-test or push-out testing machine to test resistance-welded nuts and studs.
Some newer RW controls include a feedback circuit that can detect welding problems and make adjustments on the fly. While costly, these controls can quickly pay for themselves when compared to potential charge-backs resulting from an automotive-industry recall. For example, a recent recall was blamed on bad resistance welds caused by an operator who felt pressured to meet high production rates, and ignored the fault indications coming from an automated machine alerting him to upside-down nuts feeding from the bowl. Obviously, the RW process should not be blamed for such negligence.