One of the most successful large-scale applications for 3D metal printing is dental parts—bridges, crowns and partial dentures. According to a recent blog post by 3D-printing consultant Joris Peels, as many as 10 million 3D-printed metal dental parts are manufactured annually.
“The application represents a perfect fit for additive manufacturing,” says Cascone, “since dental parts are ‘value dense’—small in size, high in value. Digital dentistry can take a traditional two- to three-week production cycle for crowns down to a matter of hours. And, the cost can be cut in half.”
Argen houses its San Diego operations in a 40,000-sq.-ft. building, supplemented by the recent acquisition of a nearby 80,000-sq.-ft. facility. The firm needed the added space to ease floorspace restrictions brought on by the continued expansion of its service business, and to allow for future growth.
“Our digital outsourcing business has continued to double in size year after year,” says Cascone. “And, it’s the Concept Laser Mlab machines, which feature certain attributes, that contribute mightily to that growth.”
Specifically, the machine features Cascone most appreciates: a very small and precise laser spot size (Mlabs operate with a 100-W continuous-wave fiber laser), and the use of self-contained build modules that keep the powder component separate from the laser component.
 |
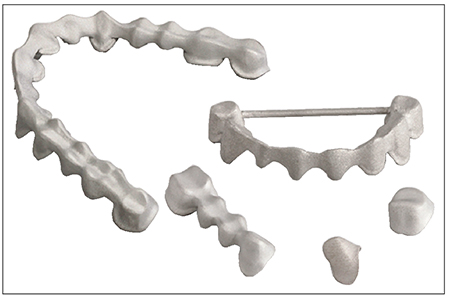
| The Argen SLMCaptek crown is printed on a Concept Laser Mlab machine, and then infiltrated with gold and veneered with porcelain. |
“The machine’s modularity allows us to quickly change over from one powder type to another,” he says, “without having to undergo a time-consuming cleaning operation. The entire powder bed—the powder supply, build platform and the overflow—are contained within each module. We can change the machines over in minutes.”
The Mlab machines—with relatively small footprints (605 by 820 mm) and employing an open-architecture format—use pull-out drawers that include the build and dose chambers, and the powder-storage container (typically 3 to 5 kg of powder). The design allows a rapid change of material without the risk of contamination—perfect for Argen’s production of precious-metal dental parts.
Argen also worked with Concept Laser to develop a unique sintering process to manufacture its proprietary Captek crowns. Printed on the Mlab machines, these unique crowns combine a 3D-printed layer of a platinum-palladium-gold alloy that’s sintered to 50-percent dense, which then is infiltrated with gold and veneered with porcelain.
“The process creates a strong core with an attractive outer surface,” Cascone says. “The traditional manual fabrication of these crowns was very labor intensive and reliant on the skills of our technicians. Now we build the initial layers on the Mlab with a significant increase in productivity and throughput.”
Managing Stress—During and After Build
The Concept Laser 3D metal-printing process, according to company officials, employs a fusion method that generates dentures and other dental products layer by layer, working each layer’s segments—or islands—in succession. This approach, compared to others, reportedly results in a significant reduction in stress buildup in the part, and minimal warping to help ensure a good fit in the patient’s mouth.
Most of the dental parts printed at Argen Digital are of cobalt-chromium or of precious-metal alloys of gold or palladium. It employs two Mlab modules with a build area of 50 by 50 mm for research and development, and nine 90 by 90-mm modules for production; all of the models have an 80-mm build height. Each build plate in production at Argen typically contains 40 to 60 dental parts, representing “true mass customization,” Cascone says. “We turn the builds around in 24 hours.
“We’ve been working closely with Concept Laser to fine-tune the annealing cycle,” he continues, “particularly in regards to fabricating bridge work. We’ve also been working to establish the proper number of supports needed for a given job, and the proper geometry of the supports. The key to ensuring repeatability and accuracy is managing residual-stress buildup during the build, via the supports, and then fine-tuning the annealing process to relive built-up stresses after the build.”
24-6 Operation
Argen Digital partners with some 1000 dental labs across North America, operating 24 hr./day, six days/week to offer quick turnaround. Labs drag their scan files onto Argen’s servers via a unique website that automatically selects the material needed for the 3D-printing build, based on the prescription and the selected workflow. The system then creates a sales order, and analyzes the design to provide feedback to the lab as to the success of the file upload.
“We also monitor the job,” adds Cascone, “to look for certain parameters that might prevent us from making a good build, such as insufficient wall thickness. Then we ask the lab to manipulate the prescription file as needed.”
Argen is registered to ISO 13485, supporting medical-device manufacturers in designing quality-management systems and ensuring consistent design, development, production and delivery of its dental products. It generally works with a minimum 3D-printed wall thickness of around 0.4 mm. A critical consideration are parts with significant cross-sectional change—a three-unit bridge, for example, where the cross section can go from 0.4 mm on the ends to as much as 10 mm in the center unit, or the pontic.
“This is where the laser-control software really comes into play,” Cascone explains. “Making that cross-sectional transition requires precise, accurate control of the laser power and the direction of the beam.” 3DMP
Industry-Related Terms: Alloys,
Bridges,
Center,
Core,
LASER,
Layer,
Model,
Plate,
Surface,
Texture,
ThicknessView Glossary of Metalforming Terms
See also: Concept Laser Inc.
Technologies:






 Brad Kuvin
Brad Kuvin