Heat Treatment Delivers More-Consistent Powder
October 14, 2019Comments
The growing global metal additive manufacturing (AM) market is expected to reach $3.05 billion by 2025, according to a recent report by Grand View Research, Inc. To take full advantage of this growth and efficiently produce high-quality parts, powder producers, 3D printer manufacturers and others must ensure the consistent, repeatable quality of the metal powders used in the process.
AM applications range from aerospace, defense, and automotive to medical and jewelry. The metals involved include aluminum, titanium, stainless steel, cobalt-chrome, copper or nickel alloys, and precious metals such as gold, silver, platinum or palladium.
In the 3D printing process, parts are created from digital specifications by laying down successive layers of metal powder and using a laser to fuse the particles until the part is complete. Like ink-based printers, 3D printing has its own consumables—in this case, metal powder in extremely fine, sub-micron sizes.
Complementing the wide range of metal powder suppliers, contract powder processors provide sophisticated heat treatments to improve powder quality. As 3D printing techniques and equipment continue to advance, optimizing the powders with such heat treatments can improve powder flowability to prevent clogging, thus speeding the process and producing a higher-quality part.
Uniform Powder Flow a Must
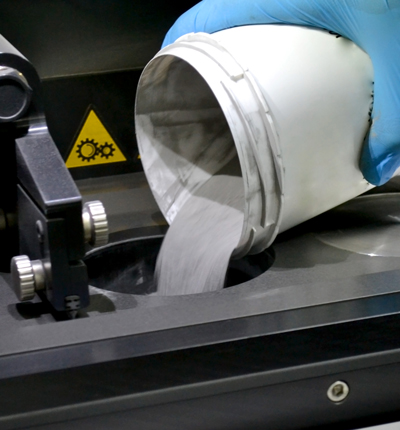
Most metal powders used in 3D printing, such as iron, nickel, cobalt, aluminum and titanium alloys, are produced by gas atomization. In this process, feedstock melted in a crucible ejects from a nozzle into a high-pressure gas stream. This breaks the molten metal into fine particles, typically less than 50 to 150 microns in diameter. While this process typically produces spherically shaped powders, surface porosity must be addressed in order to improve flowability. Otherwise, the powder can clog or slow during the process, affecting the speed and quality of printing.
 “For reliable 3D printing production, the powder must flow continuously and smoothly,” explains George Paffendorf, director of operations at Advanced Powder Solutions (APS), a contract manufacturer with extensive powder expertise and the inhouse testing/engineering arm of Gemco, a manufacturer of tumble blending and vacuum tumble drying equipment. “However, uniform powder flow can be inhibited if the particles are rough or porous, which creates more friction.”
“For reliable 3D printing production, the powder must flow continuously and smoothly,” explains George Paffendorf, director of operations at Advanced Powder Solutions (APS), a contract manufacturer with extensive powder expertise and the inhouse testing/engineering arm of Gemco, a manufacturer of tumble blending and vacuum tumble drying equipment. “However, uniform powder flow can be inhibited if the particles are rough or porous, which creates more friction.”


 Video
Video