Simulation Provides Build Insight and Improvement
Methodology used for simulating an AM process involved multiple steps, from material qualification to coupled thermal/ structural analyses. Initially, the team converted a mount-ring CAD model to an STL file, using it to generate a 3D-printer g-code. Next, it imported the g-code into the Genoa3DP suite and, with help of a voxelization algorithm, produced a spatial grid.
Note that the accuracy of a build simulation is a function of the selected process parameters (i.e. laser power, scan speed, layer thickness and hatch type/spacing). Whether through trial and error or computationally based design-of-experiments sensitivity analysis, success of the build depends upon identifying the optimal process parameter settings for the material and the part. Failure to address this phenomenon can lead to unwanted anomalies such as roughness and disparities in local microstructure.
A key component of AlphaStar’s software suite, Genoa 3DP Simulation, simulates the 3D-printing process to accurately predict the deflection, residual stress, damage initiation and crack-growth formation associated with as-built AM parts. Advanced multi-scale progressive-failure-analysis methods replicate the entire 3D-printing process from material characterization to advanced structural analysis in order to determine voids, delamination, manufacturing anomalies, and other irregularities and inefficiencies.
The software suite provides end users with the ability to import an STL file/G-Code, generate a structural mesh, run analysis and optimize the build in order to reduce weight, reduce scrap rates, improve performance and meet specifications. Among numerous highlights, it identifies parameters to be changed to improve the manufacturing process: printing speed, intrusion distance, material temperature, ambient temperature, material type, inclusion orientation, aspect ratio and more. The team employed such technology throughout its work on this project.
First Simulation: Predicting a Bad Part
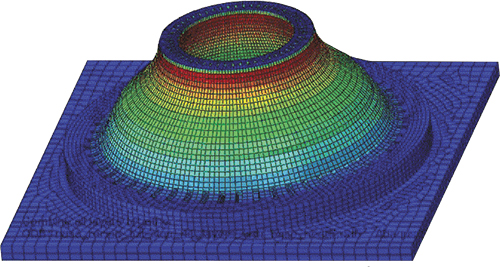
In the virtual build of the mount ring, the team simulated deposition and spreading of powder atop previously processed layers by allowing a finite time to pass between the first and last sinters of each layer. Heat transfer due to convection and thermal radiation was assumed to be uniform across the powder bed. The team estimated gas speed using the gas-inlet-flow rate within the LPBF chamber as related to the validation data. Finally, the initial condition for the powder bed and substrate was set at 20 C and the constant melt-pool temperature at 1300 C.
|
| During a build simulation, software can analyze a variety of properties, as this sample simulation file shows. |
The build simulation involved a simplified structure with smoothed edges, and using the previously defined material data, it featured a moving grid and coupled thermal-structural analysis to capture residual stress and warpage. Beyond simulation of the AM build, Genoa3DP supported analysis of the virtually manufactured AM part (as-built) subject to service load (as-is). Here, the team performed a progressive failure static analysis using Ansys with Genoa Umat. The maximum load on the mount ring was determined to be 5836 N–beyond this value, the tabs snapped off.
Second Simulation: Optimizing the Process
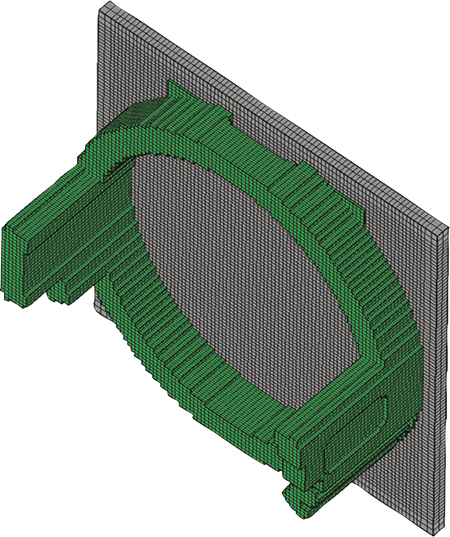
Incorporating the knowledge gained from the first simulation and corresponding build, the second simulation utilized a 45-deg. build angle supplemented by broad, 0.5-mm-thick support members. The team sped thermal simulations by requesting less output and iterations within each layer, while assuming a cool-down time of 0.02 sec. for each element. Using 32 CPUs on a Linux machine, the thermal simulation was solved in 10 min. and the coupled thermal-structural simulation was solved in 7 min.
The second simulation predicted that the optimized supports would reduce residual stresses and warpage, with residual stresses estimated to be 583 MPa. This represented a 50-percent reduction in residual stresses as compared to the first simulation, along with a more uniform build. Simulation results were confirmed by the actual build, which utilized the optimized material and process parameters. As identified by the first simulation, the first build yielded a bad part that exhibited wrinkling. Following optimization of parameters, the corresponding build resulted in a good part—no discoloration or warping–with robust supports for maximum heat transfer, less overhang and minimum residual stress. The part measured close to the desired diameter, with crisp corners and no signs of delaminating overheating.
Simulation Led to Good, Cost-Effective AM Part
In this project for MDA, a well-defined AM-simulation methodology supported and drove the fabrication of a noncritical part. With a candidate part identified, the team selected a corresponding material, and printed and tested pillars and coupons. This provided a detailed material model for the AM simulation toolset. Using Genoa3DP, the team predicted thermal distribution on the component as well as residual stresses. Analysis identified peak load and showed damage initiation and progression. The information collected drove processes and parameters associated with the actual AM build.
Overall, the path to printing good parts was verified through testing and AM simulation. Coupled with a building-block approach, the software’s process methodology can lead to cost-effective AM parts, qualified for flight with minimal trial and error. 3DMP
Article supplied by AlphaStar Corp., Long Beach CA; 562/961-7827, www.alphastarcorp.com.
Industry-Related Terms: Bed,
CAD,
Delamination,
Discoloration,
LASER,
Layer,
Mesh,
Model,
Run,
Scrap,
Substrate,
Thickness,
Transfer,
WrinklingView Glossary of Metalforming Terms
See also: Alpha Star Corporation
Technologies:







 Video
Video