Almost a Needle in a Haystack
Mamerow’s 5-yr. search for the answer to his tryout-press needs took him again to Canada, where he found (in mid-2011) a 1000-ton 1970-vintage Danly with a 180- by 102-in. bed. A $350,000 refurbishing process launched almost immediately after X-Cel acquired the press. Simultaneously, X-Cel excavated and poured a new concrete bed for the press in a 60- by 100-ft. addition added to its then 58,000-sq.-ft. building. It also extended an existing 30-ton crane into the new press’ new home, to allow die setting onto the press’ rolling bolster.
The press—72-in. shut height and 33-in. stroke—took three weeks to disassemble and ship to various locations for remachining, in sections weighing as much as 150,000 lb. Work began in June 2011 and by November X-Cel began reassembly of the main frame of the press, on its newly poured foundation. The building addition rose around the press frame in December and by April 2012 the press was completed and ready for work. Tryout of new, large and complex dies for the Ford Transit program launched in June.
Supplied with the newly refurbished press by local machinery dealer Crane Production Systems Corp., Waukesha, WI, is a 72-in. Cooper-Weymouth, Peterson high-capacity feed line and a Wintriss SmartPac2 press control. As an option for the control package, Crane Production included a frequency inverter that allows the press to run at varying speeds, allowing X-Cel to try out dies at the same speed they’ll run in production. The SmartPac2 also manages the press’ four-point tonnage-monitoring system, “a must for die tryout,” adds Mamerow.
Coil-Line Toughness
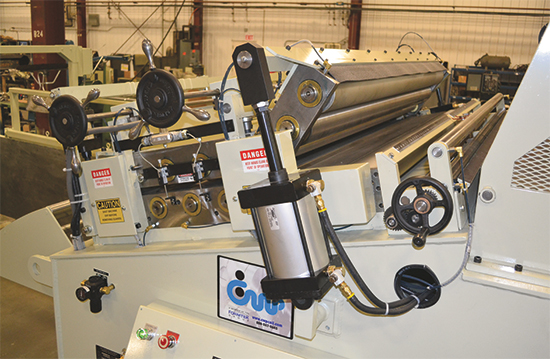
Along with increased bed size, Mamerow specified the new press line to handle an influx of higher-strength steels, noting that the 72-in. feed line on the 1250-ton press limits runoff to 1⁄8-in.-thick by 72-in. material. The new, beefier CWP feed line supplied with the 1000-ton Danly boasts several features, among them a heavy-duty straightener and coil breaker, that enable it to tackle thicker and stronger steels. And while the feed line on the 1250-ton press has 2.8-in.-dia. backed-up straightening rolls on a 3.25-in. center distance, the new straightener features 5-in. straightening rolls on 6-in. centers. Further, it’s a four-roll feeder, rather than the standard two rolls, which gives X-Cel the required flexibility to handle the extraordinarily wide variety of jobs it processes. Twice the number of feed rolls allows roll pressure to be cut in half, helping to avoid sheet distortion or marring.
Along with more horsepower, the tougher straightener allows X-Cel to feed 72-in.-wide material as thick as 0.169 in. (45-KSI yield strength), or 0.156- by 72-in. high-strength (65 KSI) steel. A secondary floor-mounted coil-clamping arm optimizes safety when cutting the bands on the high—strength material to prevent clock-springing.
Included with the coil line are features meant to ease line setup and operation, “extremely helpful to a company such as X-Cel where tool makers often asked to run the line might only do so once or twice per month,” says Crane Production Systems’ vice president of sales Gary Matthies. He refers to a consolidated control system “highly recommended to customers buying large, complicated lines.
“The control system is a great tool for line operators,” Matthies continues, “because it contains the entire operations manual and provides prompts for threading and other functions. This makes it quick and easy for operators to find information or troubleshoot right there at the machine.”
Included with the consolidated system control package is an Auto Ready function that, when pushbutton-triggered, automatically moves all threading features to a neutral position in preparation for automatic operation.
Two Busy Tryout Presses
2012 has been a busy year for X-Cel, and its two high-tonnage tryout presses have lead the to a 75-percent uptick in revenue year over year, and a 20-percent revenue increase since 2007.
“Our dies can range from $50,000 to $500,000,” says Mamerow. Among its 2012 workload were six 100- by 180-in. dies to stamp structural parts direct to Ford for its Transit utility van, and 25 dies for Ford’s Tier One supplier Victor Mfg., for stamping smaller parts for the Transit. MFView Glossary of Metalforming Terms
See also: Wintriss Controls Group LLC, Crane Production Systems Corp., Formtek-ME
Technologies: Stamping Presses

 Video
Video