
Page 60 - MetalForming October 2009
P. 60
Tooling Technology Paperless
Die Design
and Development
Dies are getting bigger and more com- plex at Ford Motor Co.’s Dearborn Tool & Die plant in Dearborn, MI. And development time—from design through first-part-to-gauge—is short- er than ever. The firm’s huge invest- ment over the last several years in big Schuler presses allows it to run large stampings two-out, such as hood inner and outer side by side in one die. And, it’s increased use of engineered draw beads help to minimize blank size and reduce scrap, critical cost savers for the big consumer of steel.
These and other technology trends has
Ford’s Dearborn Tool & Die plant goes lean and mean,
upping production while reducing die-build time, by moving full-force into software-based tools for die development, die build and machine-shop scheduling.
BY BRAD F. KUVIN, EDITOR
Dearborn Tool & Die driving toward innovation and facility upgrades, including employing virtual die development and tryout as much as possible. Results are impressive, according to UAW Local 600 Tool and Die Unit Chairman Jeff Laver.
“We used to take as long as two weeks to get a drawn shell—split- free—out of the press, following intensive time under the ram,” Laver says. “Today, we spend just 1.5 to two shifts under the ram to pro- duce a drawn shell in die tryout.”
Since 2004, the plant has seen its hours required to build a die dramatically reduced. It’s building more dies inhouse than ever before—20 percent more
dies in 2009 vs. 2008. “That’s due to simulation and machining technolo- gy,” says Laver, “and better planning.”
Even more dramatic are the timing improvements made since 2004—a nearly 300-percent improvement in die- build timing. This efficiency gain often allows the plant to avoid building soft prototype dies for early builds, finding that it can build some production dies quickly enough to use for early builds.
A Paperless Die-Development Environment
Several major enablers have gotten Dearborn Tool & Die to where it is today—white-light scanning, and devel- oping a machine-intensive process, to name two. And, along with those enablers, much of the credit for its suc- cess, says plant manager Terry Henning, goes to the firm’s wholehearted and widespread acceptance of the package of die-manufacturing planning software
58
METALFORMING / OCTOBER 2009
www.metalformingmagazine.com
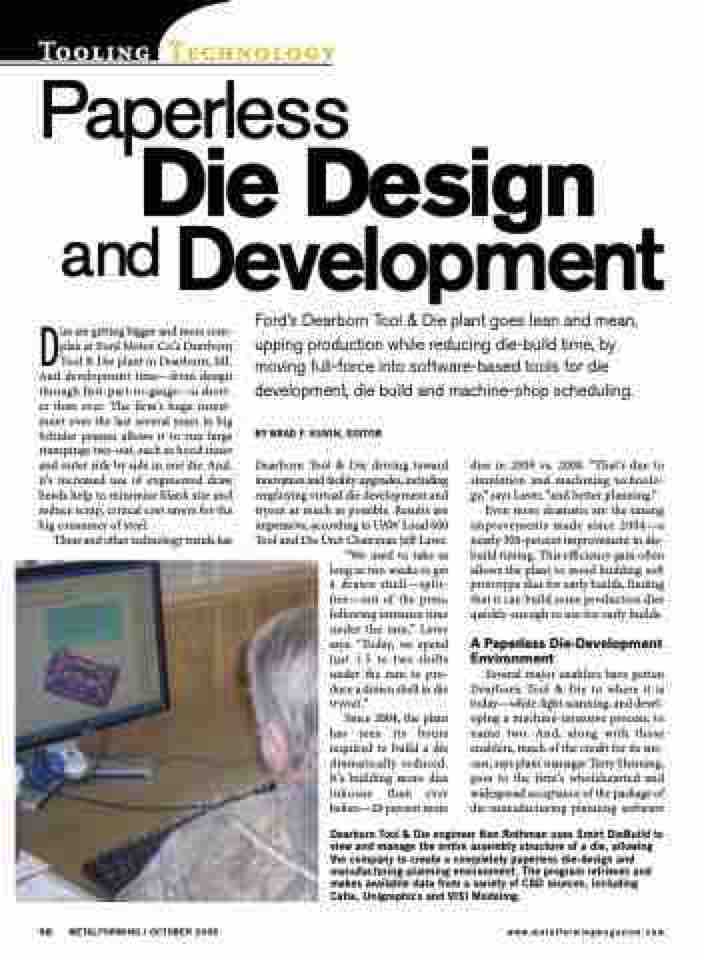
Dearborn Tool & Die engineer Ken Rothman uses Smirt DieBuild to view and manage the entire assembly structure of a die, allowing the company to create a completely paperless die-design and manufacturing-planning environment. The program retrieves and makes available data from a variety of CAD sources, including Catia, Unigraphics and VISI Modeling.
