
Page 28 - MetalForming May 2016
P. 28
Advanced Steels
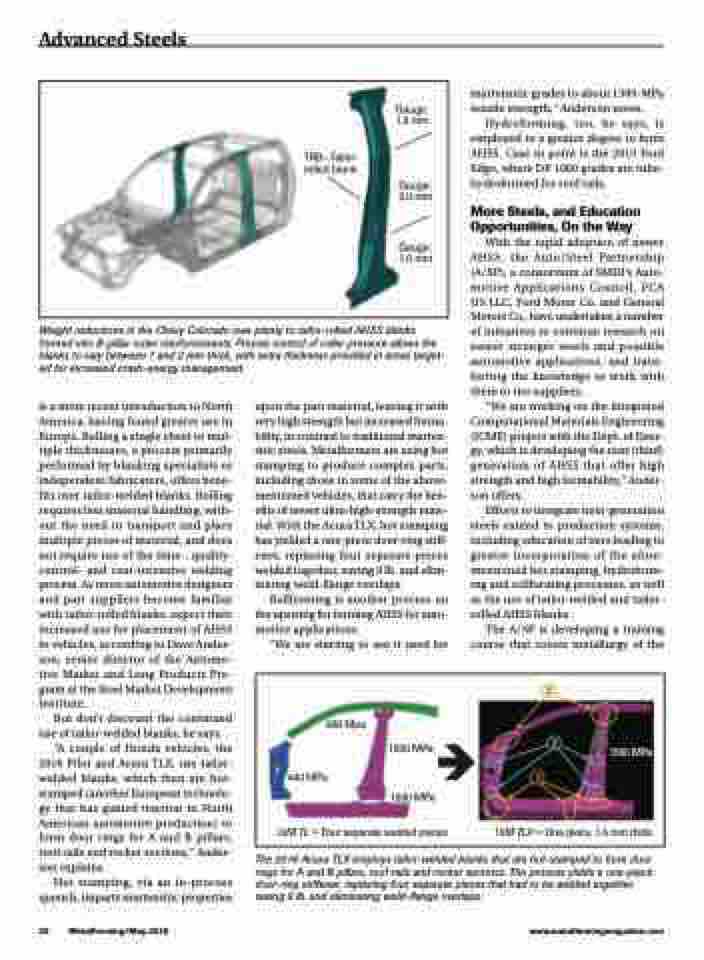
TRB—Tailor- rolled blank
Gauge: 1.0 mm
Gauge: 2.0 mm
Gauge: 1.0 mm
Weight reductions in the Chevy Colorado owe plenty to tailor-rolled AHSS blanks formed into B-pillar outer reinforcements. Precise control of roller pressure allows the blanks to vary between 1 and 2 mm thick, with extra thickness provided in areas target- ed for increased crash-energy management.
martensitic grades to about 1500-MPa tensile strength,” Anderson notes.
Hydroforming, too, he says, is employed to a greater degree to form AHSS. Case in point is the 2015 Ford Edge, where DP 1000 grades are tube- hydroformed for roof rails.
More Steels, and Education Opportunities, On the Way
With the rapid adoption of newer AHSS, the Auto/Steel Partnership (A/SP), a consortium of SMDI’s Auto- motive Applications Council, FCA US LLC, Ford Motor Co. and General Motors Co., have undertaken a number of initiatives to continue research on newer stronger steels and possible automotive applications, and trans- ferring the knowledge to work with them to tier suppliers.
“We are working on the Integrated Computational Materials Engineering (ICME) project with the Dept. of Ener- gy, which is developing the next (third) generation of AHSS that offer high strength and high formability,” Ander- son offers.
Efforts to integrate next-generation steels extend to production systems, including education of tiers leading to greater incorporation of the afore- mentioned hot stamping, hydroform- ing and rollforming processes, as well as the use of tailor-welded and tailor- rolled AHSS blanks.
The A/SP is developing a training course that covers metallurgy of the
is a more recent introduction to North America, having found greater use in Europe. Rolling a single sheet to mul- tiple thicknesses, a process primarily performed by blanking specialists or independent fabricators, offers bene- fits over tailor-welded blanks. Rolling requires less material handling, with- out the need to transport and place multiple pieces of material, and does not require use of the time-, quality- control- and cost-intensive welding process. As more automotive designers and part suppliers become familiar with tailor-rolled blanks, expect their increased use for placement of AHSS in vehicles, according to Dave Ander- son, senior director of the Automo- tive Market and Long Products Pro- gram at the Steel Market Development Institute.
But don’t discount the continued use of tailor-welded blanks, he says.
“A couple of Honda vehicles, the 2016 Pilot and Acura TLX, use tailor- welded blanks, which then are hot- stamped (another European technolo- gy that has gained traction in North American automotive production) to form door rings for A and B pillars, roof rails and rocker sections,” Ander- son explains.
Hot stamping, via an in-process quench, imparts martensitic properties
upon the part material, leaving it with very high strength but increased forma- bility, in contrast to traditional marten- sitic steels. Metalformers are using hot stamping to produce complex parts, including those in some of the above- mentioned vehicles, that carry the ben- efits of newer ultra-high-strength mate- rial. With the Acura TLX, hot stamping has yielded a one-piece door-ring stiff- ener, replacing four separate pieces welded together, saving 9 lb. and elim- inating weld-flange overlaps.
Rollforming is another process on the upswing for forming AHSS for auto- motive applications.
“We are starting to see it used for
980 Mpa
440 MPa
1500 MPa
3
2
1500 MPa
1500 MPa 12M TL = Four separate welded pieces
15M TLX = One piece, 1.4 mm thick
1
26 MetalForming/May 2016
www.metalformingmagazine.com
The 2016 Acura TLX employs tailor-welded blanks that are hot-stamped to form door rings for A and B pillars, roof rails and rocker sections. The process yields a one-piece door-ring stiffener, replacing four separate pieces that had to be welded together, saving 9 lb. and eliminating weld-flange overlaps.
