
Page 86 - MetalForming October 2011
P. 86
Tooling by Design
By Peter Ulintz
Hole Extrusions–Part 1
Ahole extrusion may be designed into a metal stamping for any number of reasons. The inside diameter of an extrusion may serve as a bearing surface, a pivot point or an interface for a press-fit with another component. Most often, hole extrusions find use as screw attachments, usual- ly cut or formed with threading taps or self-tapping screws.
Tooling Technology
Some people incor- rectly refer to deep-drawn hole-tapping features as extrusions. The deep- drawn features are pro- duced by gathering a pre- determined volume of material into a bubble, then incrementally reduc- ing the outside diameter while simultaneously increasing the wall height through multiple redraw stations. Depending on the process design, deep- drawn features can have wall thicknesses that are less than, equal to or greater than the original sheetmetal thickness. They also can achieve greater wall heights than possible with hole extru- sions.
the amount of allowable wall thinning.
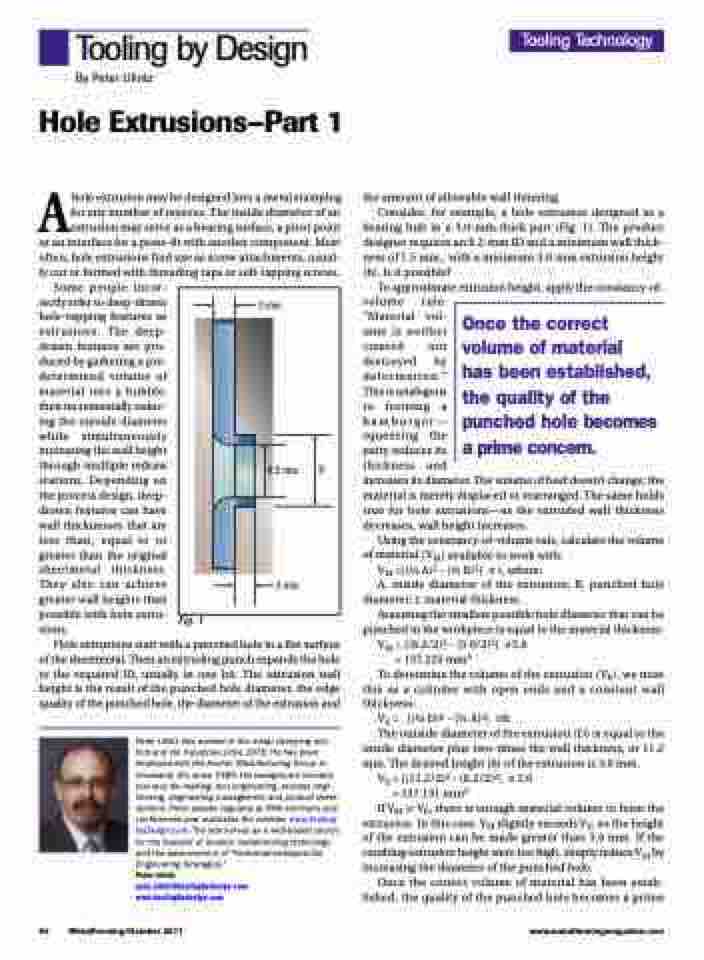
Consider, for example, a hole extrusion designed as a
bearing hub in a 3.0-mm-thick part (Fig. 1). The product designer requires an 8.2-mm ID and a minimum wall thick- ness of 1.5 mm., with a minimum 3.0-mm extrusion height (h). Is it possible?
To approximate extrusion height, apply the constancy-of- volume rule:
3 mm
8
.2 mm
D
3 mm
Fig. 1
Using the constancy-of-volume rule, calculate the volume of material (VM) available to work with:
VM =[(1⁄2 A)2 - (1⁄2 B)2] t, where:
A, inside diameter of the extrusion; B, punched hole diameter; t, material thickness.
Assuming the smallest possible hole diameter that can be punched in the workpiece is equal to the material thickness:
VM = [(8.2/2)2 - (3.0/2)2] 3.0 = 137.225 mm3
To determine the volume of the extrusion (VE), we treat this as a cylinder with open ends and a constant wall thickness:
VE = [(1⁄2D)2 -(1⁄2A)2] h
The outside diameter of the extrusion (D) is equal to the inside diameter plus two-times the wall thickness, or 11.2 mm. The desired height (h) of the extrusion is 3.0 mm.
VE = [(11.2/2)2 - (8.2/2)2] 3.0 = 137.131 mm3
If VM VE, there is enough material volume to form the extrusion. In this case, VM slightly exceeds VE, so the height of the extrusion can be made greater than 3.0 mm. If the resulting extrusion height were too high, simply reduce VM by increasing the diameter of the punched hole.
Once the correct volume of material has been estab- lished, the quality of the punched hole becomes a prime
Hole extrusions start with a punched hole in a flat surface of the sheetmetal. Then an extruding punch expands the hole to the required ID, usually in one hit. The extrusion wall height is the result of the punched hole diameter, the edge quality of the punched hole, the diameter of the extrusion and
Peter Ulintz has worked in the metal stamping and tool and die industries since 1978. He has been employed with the Anchor Manufacturing Group in Cleveland, OH, since 1989. His background includes tool and die making, tool engineering, process engi- neering, engineering management and product devel- opment. Peter speaks regularly at PMA seminars and conferences and maintains the website, www.Tooling- byDesign.com. The site serves as a web-based source for the transfer of modern metalforming technology and the advancement of “Performance-Based Die Engineering Strategies.”
Peter Ulintz
pete.ulintz@toolingbydesign.com www.toolingbydesign.com
“Material vol-
ume is neither
created nor
destroyed by
deformation.”
This is analogous
to forming a
hamburger—
squeezing the
patty reduces its
thickness and
increases its diameter. The volume of beef doesn’t change; the material is merely displaced or rearranged. The same holds true for hole extrusions—as the extruded wall thickness decreases, wall height increases.
Once the correct volume of material has been established, the quality of the punched hole becomes a prime concern.
84 MetalForming/October 2011
www.metalformingmagazine.com
