
Page 18 - MetalForming Verano 2019
P. 18
Troqueles desde el Diseño
Por Peter Ulintz
Cuatro Cosas que los Matriceros Necesitan Saber para Realizar Preparaciones Seguras y Precisas
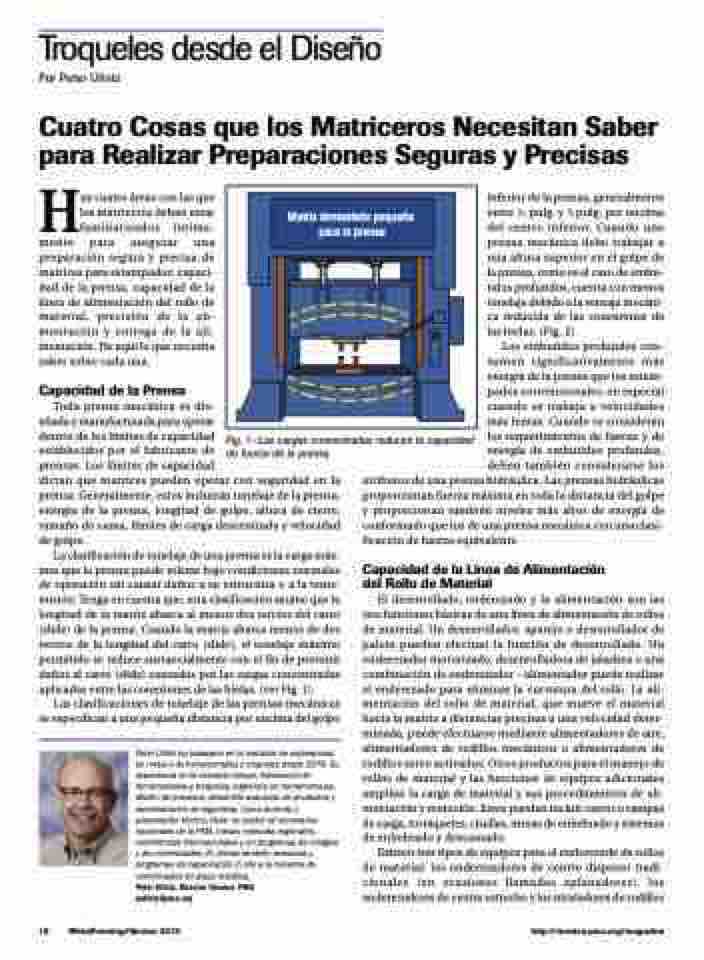
Matriz demasiado pequeña para la prensa
Hay cuatro áreas con las que los matriceros deben estar familiarizados íntima- mente para asegurar una preparación segura y precisa de matrices para estampados: capaci- dad de la prensa, capacidad de la línea de alimentación del rollo de material, precisión de la ali- mentación y entrega de la ali- mentación. He aquí lo que necesita saber sobre cada una.
Capacidad de la Prensa
Toda prensa mecánica es dis-
eñada y manufacturada para operar
dentro de los límites de capacidad
establecidos por el fabricante de
prensas. Los límites de capacidad
dictan que matrices pueden operar con seguridad en la prensa. Generalmente, estos incluirán tonelaje de la prensa, energía de la prensa, longitud de golpe, altura de cierre, tamaño de cama, límites de carga descentrada y velocidad de golpe.
La clasificación de tonelaje de una prensa es la carga máx- ima que la prensa puede tolerar bajo condiciones normales de operación sin causar daños a su estructura o a la trans- misión. Tenga en cuenta que, esta clasificación asume que la longitud de la matriz abarca al menos dos tercios del carro (slide) de la prensa. Cuando la matriz abarca menos de dos tercios de la longitud del carro (slide), el tonelaje máximo permitido se reduce sustancialmente con el fin de prevenir daños al carro (slide) causados por las cargas concentradas aplicadas entre las conexiones de las bielas. (ver Fig. 1).
Las clasificaciones de tonelaje de las prensas mecánicas se especifican a una pequeña distancia por encima del golpe
Peter Ulintz ha trabajado en la industria de estampados en metal y de herramentales y troqueles desde 1978. Su experiencia en la industria incluye, fabricación de herramentales y troqueles, ingeniería en herramentales, diseño de procesos, desarrollo avanzado de productos y administración de ingeniería. Como docente y presentador técnico, Peter es orador en seminarios nacionales de la PMA, mesas redondas regionales, conferencias internacionales y en programas de colegios y de universidades. Él, brinda también asesorías y programas de capacitación in situ a la industria de conformados en placa metálica.
Peter Ulintz, Director Técnico, PMA pulintz@pma.org
inferior de la prensa, generalmente entre 1⁄32 pulg. y 1⁄2 pulg. por encima del centro inferior. Cuando una prensa mecánica debe trabajar a una altura superior en el golpe de la prensa, como es el caso de embu- tidos profundos, cuenta con menos tonelaje debido a la ventaja mecáni- ca reducida de las conexiones de las bielas. (Fig. 2).
Los embutidos profundos con- sumen significativamente más energía de la prensa que los estam- pados convencionales, en especial cuando se trabaja a velocidades más lentas. Cuando se consideran los requerimientos de fuerza y de energía de embutidos profundos, deben también considerarse los
atributos de una prensa hidráulica. Las prensas hidráulicas proporcionan fuerza máxima en toda la distancia del golpe y proporcionan también niveles más altos de energía de conformado que los de una prensa mecánica con una clasi- ficación de fuerza equivalente.
Capacidad de la Línea de Alimentación del Rollo de Material
El desenrollado, enderezado y la alimentación son las tres funciones básicas de una línea de alimentación de rollos de material. Un desenrollador, aparejo o desenrollador de paleta pueden efectuar la función de desenrollado. Un enderezador motorizado, desenrolladora de jaladera o una combinación de enderezador – alimentador puede realizar el enderezado para eliminar la curvatura del rollo. La ali- mentación del rollo de material, que mueve el material hacia la matriz a distancias precisas a una velocidad deter- minada, puede efectuarse mediante alimentadores de aire, alimentadores de rodillos mecánicos o alimentadores de rodillos servo activados. Otros productos para el manejo de rollos de material y las funciones de equipos adicionales amplían la carga de material y sus procedimientos de ali- mentación y remoción. Estos pueden incluir carros o rampas de carga, torniquetes, cizallas, mesas de enhebrado y sistemas de enhebrado y descamado.
Existen tres tipos de equipos para el enderezado de rollos de material: los enderezadores de centro disperso tradi- cionales (en ocasiones llamados aplanadores), los enderezadores de centro estrecho y los niveladores de rodillos
Fig. 1—Las cargas concentradas reducen la capacidad de fuerza de la prensa.
16 MetalForming/Verano 2019
http://mexico.pma.org/magazine
