
Page 40 - MetalForming January 2014
P. 40
The Science of Forming
By Stuart Keeler
Dear Formability Engineer—Please Help!
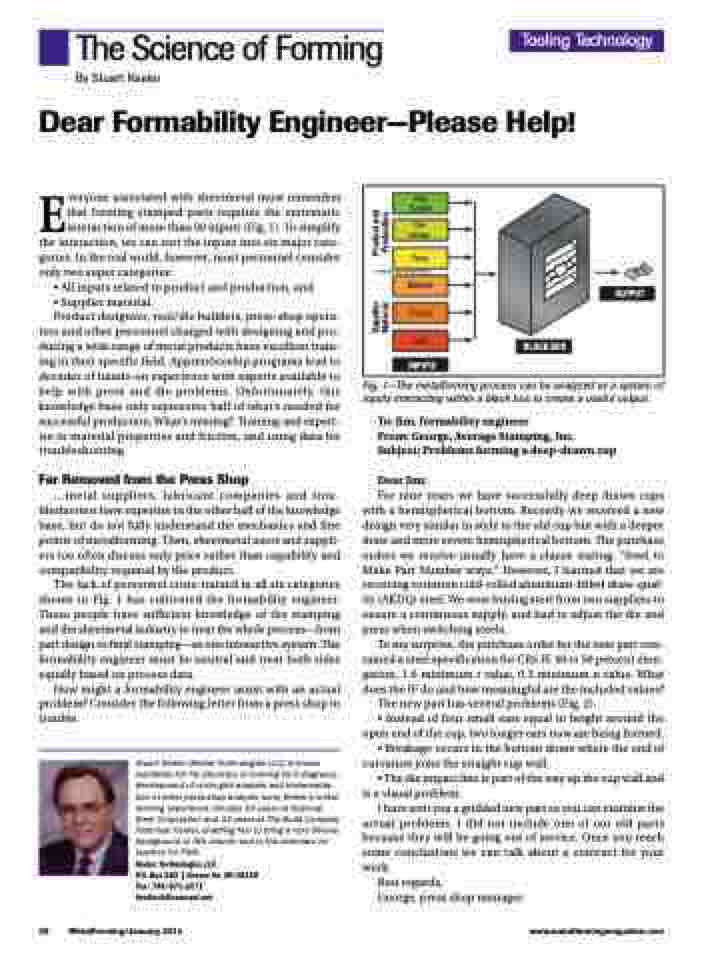
Everyone associated with sheetmetal must remember that forming stamped parts requires the systematic interaction of more than 50 inputs (Fig. 1). To simplify the interaction, we can sort the inputs into six major cate- gories. In the real world, however, most personnel consider only two super categories:
• All inputs related to product and production, and
• Supplier material.
Product designers, tool/die builders, press-shop opera-
tors and other personnel charged with designing and pro- ducing a wide range of metal products have excellent train- ing in their specific field. Apprenticeship programs lead to decades of hands-on experience with experts available to help with press and die problems. Unfortunately, this knowledge base only represents half of what’s needed for successful production. What’s missing? Training and expert- ise in material properties and friction, and using data for troubleshooting.
Far Removed from the Press Shop
...metal suppliers, lubricant companies and trou- bleshooters have expertise in the other half of the knowledge base, but do not fully understand the mechanics and fine points of metalforming. Then, sheetmetal users and suppli- ers too often discuss only price rather than capability and compatibility required by the product.
The lack of personnel cross-trained in all six categories shown in Fig. 1 has cultivated the formability engineer. These people have sufficient knowledge of the stamping and the sheetmetal industry to treat the whole process—from part design to final stamping—as one interactive system. The formability engineer must be neutral and treat both sides equally based on process data.
How might a formability engineer assist with an actual problem? Consider the following letter from a press shop in trouble.
Stuart Keeler (Keeler Technologies LLC) is known worldwide for his discovery of forming limit diagrams, development of circle-grid analysis and implementa- tion of other press-shop analysis tools. Keeler’s metal- forming experience includes 24 years at National Steel Corporation and 12 years at The Budd Company Technical Center, enabling him to bring a very diverse background to this column and to the seminars he teaches for PMA.
Keeler Technologies LLC
P.O. Box 283 | Grosse Ile, MI 48138 Fax: 734/671-2271 keeltech@comcast.net
Fig. 1—The metalforming process can be analyzed as a system of inputs interacting within a black box to create a useful output.
To: Jim, formability engineer
From: George, Average Stamping, Inc. Subject: Problems forming a deep-drawn cup
Dear Jim:
For nine years we have successfully deep drawn cups with a hemispherical bottom. Recently we received a new design very similar in style to the old cup but with a deeper draw and more severe hemispherical bottom. The purchase orders we receive usually have a clause stating, “Steel to Make Part Number wxyz.” However, I learned that we are receiving common cold-rolled aluminum-killed draw-qual- ity (AKDQ) steel. We were buying steel from two suppliers to ensure a continuous supply, and had to adjust the die and press when switching steels.
To my surprise, the purchase order for the new part con- tained a steel specification for CRS IF, 40 to 50 percent elon- gation, 1.6 minimum r value, 0.3 minimum n value. What does the IF do and how meaningful are the included values?
The new part has several problems (Fig. 2).
• Instead of four small ears equal in height around the open end of the cup, two longer ears now are being formed. • Breakage occurs in the bottom dome where the end of
curvature joins the straight cup wall.
• The die impact line is part of the way up the cup wall and
is a visual problem.
I have sent you a gridded new part so you can examine the
actual problems. I did not include one of our old parts because they will be going out of service. Once you reach some conclusions we can talk about a contract for your work.
Best regards,
George, press shop manager
Tooling Technology
Part Design
Die Design
Press
Material
Friction
Data
BLACK BOX
OUTPUT
INPUTS
38 MetalForming/January 2014
www.metalformingmagazine.com
Supplier Product and Material Production
