Leveraging Additive Manufacturing for Auto Production
August 31, 2018Comments
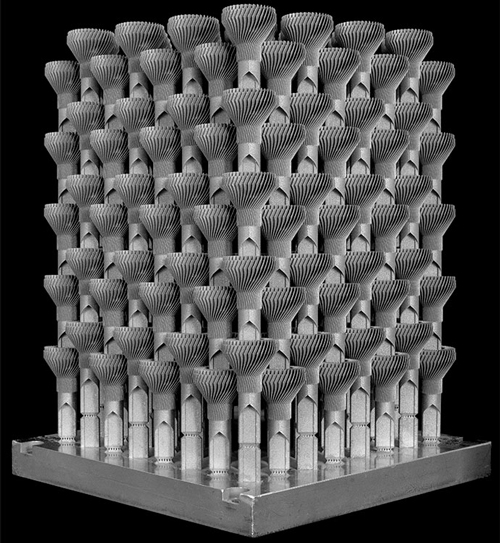
High volumes, productivity and cost-per-part often are cited as reasons why additive manufacturing (AM), especially with metal materials, is not conducive to automotive-industry production applications. Challenging the status quo, one company reports working on a specific automotive project using the laser powder-bed-fusion (LPBF) process to produce 384 qualified metal parts in a single build. This was achieved through design expertise and unique optimization technology that translated to reduced part costs—$4 versus $40-plus—and reduced lead times—from 444 to 34 hr.

This aftermarket automotive LED headlight, resulting from optimized AM, illustrates how AM can succeed in higher-volume automotive applications.
The key to making AM productive enough for wider adoption across high-volume industries such as automotive, however, lies in process economics. That is, choosing the most effective manufacturing process for each part. Combining these principles with knowledge of the limits of additive—as well as how and when to push them—together with its optimization technology, enables UK-based Betatype to provide design and production of parts that are economically viable against existing mass-production technologies.
Fighting Against Conventional Wisdom
Often AM is described as a process that is capable of any geometry. In reality, AM can provide greater design freedom than other traditional manufacturing processes, but still comes with its own set of constraints. Understanding these constraints is imperative to identifying applications that fit well with AM, namely those with specifically complex geometries that work best with the physics of additive processes. This thinking has traditionally only been applied to low-volume parts, however.