Manufacturing these filters can be tricky and labor intensive, says Burns. First, the mesh is cut to shape and welded using a seam welder. The weld seam must run completely down the filter to eliminate any gaps in the mesh. Due to its design, the weld seam covers up the mesh’s open area, slightly blocking each cone. Such issues led Croft to trial AM, specifically the SLM process, to produce a cone filter that does not require assembly and does not cover up the mesh’s open area.
After development of several prototypes, Croft AM cone filters achieved the desired strength, without weld seams that obstruct the open area. However, flanges remained an issue. Due to its flat surface and build orientation within the build chamber, the filter flange collects heat when built, causing the powder layer to blister, resulting in a poor surface finish that can distort the filter’s dimensions.
To overcome this issue, Croft trialed different AM techniques—from changing the build parameters to changing part orientation on the build plate, with no success.

|
| Filter cones built without flanges. |
Failing to overcome the flange-blistering issue, Croft decided that conventional manufacturing techniques would better produce the flanges. This resulted in development of a new additive/conventional hybrid approach that utilized the advantages of the additive mesh alongside the reliability of a conventional flange.
To manufacture the hybrid AM filters, the mesh is printed as usual, but with a solid ring at its base, rather than a flange. This ring allows the conventionally punched washer to be laser-welded onto the AM mesh, resulting in a filter that performs more effectively, as the conventional flange ensures a close fit and the AM mesh provides a greater open area, and thus more efficient filtration.
A second example of a hybrid approach, says Burns, involves a filter for high-performance automotive engines, made from three brass machined parts and a piece of perforated brass, all soldered together. “While we can solder such filters, we offered the customer the option of going with a one-piece additive-manufactured part made from stainless steel,” he says. Once the customer understood the benefits of this option, it ordered 50 units.
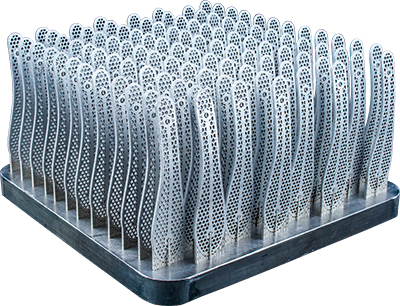
|
| A build plate with a production batch of stainless-steel shanks used for high-end men’s shoes. |
Production time for the 50 units totaled less than that for producing the part conventionally, with less material waste. In addition, the single-part design now contains nondistortable apertures in the filtration area.
“We constantly are developing different 3D prototypes,” says Burns. “For example, my business partner (and brother) Mark Burns designed an AM clamp made of stainless steel that converts between 6-in. and 150-mm pipe fittings, which have different diameters. Brackets ensure that the clamp forms a tight seal for both fittings.”
Burns notes instances where conventional manufacturing wins over AM, depending on the part and volume. “A particularly difficult product for us to produce would be a filter manufactured by welding a threaded end to a wedge wire cylinder and then welding a lid on the item,” he says. “While this includes three parts welded to form one component, it is difficult to do. A single AM part for such a job could be a suitable solution for batch sizes to 25, but becomes problematic should the order expand into the hundreds.
“To ensure that we can produce the right components for the customer,” Burns continues, “we often manufacture a single unit before offering a price. We do not want to be engaging with the customer when we don’t know exactly how the machine will perform.” 3DMP
Industry-Related Terms: Bed,
Brass,
Flange,
Form,
LASER,
Layer,
Mesh,
Plate,
Run,
Stainless Steel,
SurfaceView Glossary of Metalforming Terms Technologies:









 Podcast
Podcast
