






 However, when you combine a CNC punch press with fiber laser cutting, the opportunities to improve workflow, productivity and efficiency become magnified.
However, when you combine a CNC punch press with fiber laser cutting, the opportunities to improve workflow, productivity and efficiency become magnified.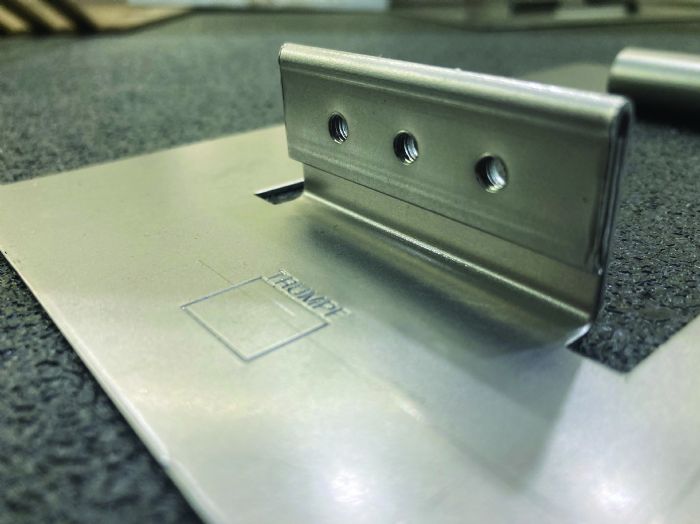 Energy efficiency improves even more when shops employ the standby mode available on the machines, particularly useful when machines run unattended for long periods of time, or lights-out overnight. Be sure to include a switch to standby mode in the part program at the end of any long, unattended run, Michaud recommends.
Energy efficiency improves even more when shops employ the standby mode available on the machines, particularly useful when machines run unattended for long periods of time, or lights-out overnight. Be sure to include a switch to standby mode in the part program at the end of any long, unattended run, Michaud recommends.The efficiency conversation surrounding punch-laser combination machines goes beyond reducing energy costs. Don’t ignore the labor-efficiency gains from a punch-laser, Michaud says. He notes that this conversation goes beyond the simple fact that combining cutting and punching processes into one machine eliminates the labor involved in moving parts among separate machines.
“With automatic part unloading, sorting and stacking, in addition to automatic sheet loading, operators are freed up to concentrate on setting tooling for the next job or performing other more productive tasks to help optimize machine utilization and minimize downtime for changeovers,” says Michaud. “And, we now network the machines back to the plant’s ERP system to automatically track production, avoiding the need for the operator to keep track of and report on the number of sheets processed and parts produced.”
The Need for Nimbleness, Flexibility
The efficiency gains from material-handling automation become more important as lot sizes trend downward and shops seek to become nimbler with their scheduling. Metal fabricators, Michaud says, often don’t know the volume mix when quoting a job, “so they will ask us to help them tool up the machines to enable smaller batch processing.
“This, again,” he continues, “is where the punch-laser combination pays dividends, especially when a job might require one or more special tools. In these cases, if the volumes don’t justify new-tool development, we can use the laser. And we’re hearing, too, that customers more often want laser edge quality without the nibble marks from punching.”
In some cases, when bringing in a new job where the volumes are unknown, Michaud even sees shops opting to not hard-tool it at all, and use the laser for everything—for cutting part peripheries as well as holes and cutouts.
“This process might be slower but until you know the volumes, it might make sense to wait to tool-up a job,” he says.
Michaud does point to one clear benefit of punching, however:
“We really don’t want to see hole piercing with the laser, which in some cases can create back reflections detrimental to the machines and their beam-delivery components,” he says. “Instead, we recommend that companies use punching to make starter holes before laser cutting. At the end of the day, this process is faster and cleaner.”
More Efficiency Gains from Condition Monitoring
 Of course, no discussion surrounding efficiency can go without talking about machine and tooling features recently developed to improve throughput and quality. First and foremost, says Michaud: real-time condition monitoring, “which allows the service department to monitor machine operating conditions, promptly spot anomalies and reach out to the metal fabricator in order to address issues promptly—and efficiently.”
Of course, no discussion surrounding efficiency can go without talking about machine and tooling features recently developed to improve throughput and quality. First and foremost, says Michaud: real-time condition monitoring, “which allows the service department to monitor machine operating conditions, promptly spot anomalies and reach out to the metal fabricator in order to address issues promptly—and efficiently.”
Data analysis provides a clear view of machine conditions, and active machine monitoring leads to fast troubleshooting and reduced—or avoided—unplanned downtime.
“The fabricator can receive information about machine operating irregularities by phone call, through a mobile service app or via email,” Michaud shares. “And, preventive maintenance can be scheduled as well, to best fit into the production schedule.”
What issues typically make themselves known in this manner? A couple come to Michaud’s mind: an inordinate number of cutting-nozzle crashes, from part tip-up, and excessive sheet warping.
“In both of these cases,” Michaud says, “that’s an indication that part programming and nesting needs to be addressed. Punch patterns must account for tip-up in the case of crashes, and material stretching in the case of warping. And, with machine monitoring, the user can set go-no go conditions so that, for example, it only triggers a service call if it senses more than three nozzle or punch collisions in a given period of time.”
Proactive measures from the service department, says Michaud, can avoid hours of unnecessary and inefficient machine downtime, which results when a metal fabricator delays calling for service. “Downtime can be greatly minimized,” he explains, “when service immediately recognizes and acts on an error message. These remote messages from the field also allow the service department to build a statistical database, which we then can use to help the customer with programmer and operator training.”
On the Tooling Side
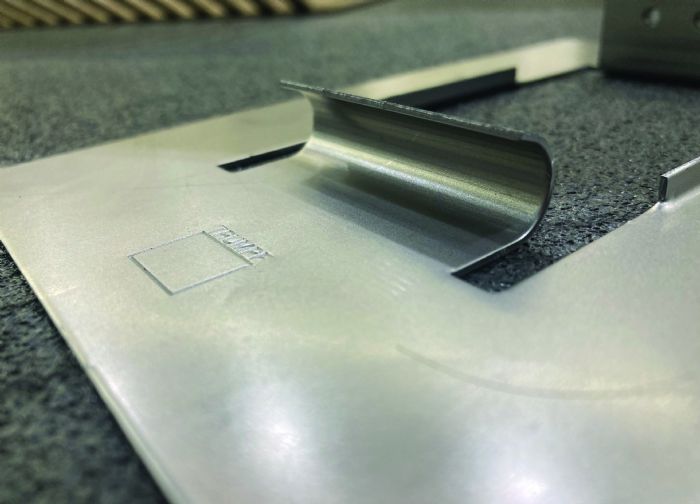
…Michaud points to some newer punch-tooling options geared to improve fabricator efficiency. Examples: tapping tools that form the threads rather than cutting them, which results in tougher threads; and a multi-bend tool that enables a punching or punch-laser machine to form small bends to 90 deg., reducing part costs and processing time, and increasing productivity compared to moving parts to a press brake for forming.
“With this tool we can bend flanges, but we also can bump-form,” Michaud adds, “to control bend angle and to form radiused bends. And, we can use the tool to perform hemming operations, and then tap right through the hem if necessary, all in one machine setup.”
Finally, Michaud says that via sophisticated laser programming, the machines now can cut light-tight knockouts, useful for high-end electrical cabinets. “We program the laser to cut the knockout,” he explains, “and then use a roller deburring tool to crush the burrs back into the seam to make it light-tight.”
The bottom line: Punch-laser combination machines continue to evolve to deliver efficiency gains from every angle possible—from energy to labor to machine utilization. MF
View Glossary of Metalforming Terms
See also: TRUMPF Inc.
Technologies: CNC Punching, Cutting


