








Communication Cuts Down on Mistakes
About 40 percent of the rebuilt press’s run time is dedicated to the new low-volume project, running five different progressive dies, each with three to five stations. The company is changing the line over at least once per shift, sometimes two or three times per shift.
An additional feature of the control that contributes to speedy, accurate changeovers: The ability to input and display plain-language notes on the control. These notes alert the operator to any special setup requirements.
For example, a couple of parts stamped on the line require particularly long feed progressions—20 to 30 in. When this job runs, a note appears on the control panel to reference the unique feed-line program requires, just to warn the operator to check and make sure the proper feed program has been called up by the controller.
Another enabler of mistake-proof set-ups is the controller’s ability to automate pass-line height adjustment of the feed line. The previous feeder was difficult to adjust. As a result, operators tended to use the same pass-line height regardless of the job. That led to several instances of stock buckling and other issues.
Sixteen Channels of PLSs and Die Protection
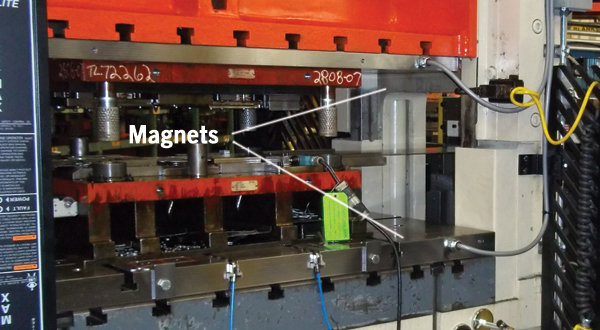 |
| The addition of magnetic die clamping to helping helped trigger a reduction in setup time from 2 hr. to as little as 20 min., resulting in a 30-percent gain in press availability. |
In addition, the control boasts 16 channels of die protection. Here, operator-programmable inputs monitor a variety of sensors in the tooling as well as those used to monitor the feed line and other auxiliary equipment. End-of-stock sensors and sensors that monitor the scrap system (as previously noted) can prevent hours of downtime and crashes.
Tonnage monitors mounted to the press frame gauge the tonnage being exerted on all four columns of the press, displaying the information numerically and graphically in concert with ram position. Out-of-tolerance tonnage conditions will cause the monitor to stop the press. And, the operator can review tonnage trends to prevent parts with quality issues from getting to customers, and even prevent major tooling and press damage. In some cases, they have made tooling adjustments—staggering punches, for example—to reduce tonnage and/or snapthrough forces.
In addition, the press control’s various inputs and outputs monitor and control everything electrical on the press. If any machine subsystem asserts a fault to stop the press, the control displays a message matching the fault, easing operator troubleshooting. This diagnostic feature allows any fault, such as a low lube level or a safety device detecting an unsafe condition, to be displayed in plain language. MF
Editor's note: At press time, managers at the OEM described in this article asked to have the company name removed from the text. We apologize for the inconvenience.
View Glossary of Metalforming Terms
See also: Link Systems
Technologies: Coil and Sheet Handling, Lubrication, Stamping Presses
Comments
Must be logged in to post a comment. Sign in or Create an Account
There are no comments posted. Coil and Sheet Handling
Coil and Sheet HandlingDallas Industries Delivers Servo-Feed Line to Challenge Manu...
October 24, 2023
 Video
Video
