






Save Time, Money and Weight with Tailored Parts
March 30, 2023Comments
Assembled products often contain features that do not contribute to their functionality but exist solely to assist with the manufacturing process. One example: the flanges used for joining adjacent parts. While the flanges add to the material purchase price and weight, typical design approaches require them to facilitate assembly, while ensuring that the part has targeted performance characteristics in different areas. Introducing the joining step earlier in the manufacturing sequence offers significant benefits, at least for certain product designs.
 Another constraint in current design approaches: limiting sheet metal selection only to monolithic blanks—one grade, one thickness and one coating for an entire part. There are no constraints on the shape, so the blank can have straight sides or a developed perimeter. Depending on this shape, significant engineered scrap may result from the chosen nesting pattern.
Another constraint in current design approaches: limiting sheet metal selection only to monolithic blanks—one grade, one thickness and one coating for an entire part. There are no constraints on the shape, so the blank can have straight sides or a developed perimeter. Depending on this shape, significant engineered scrap may result from the chosen nesting pattern.
Moving beyond monolithic blanks to tailored blanks adds new flexibility for body-structure engineers, allowing them to design subassemblies with the targeted strength, coating, thickness and deformation behavior in separate sections of the part.
Rationale for Tailored Parts
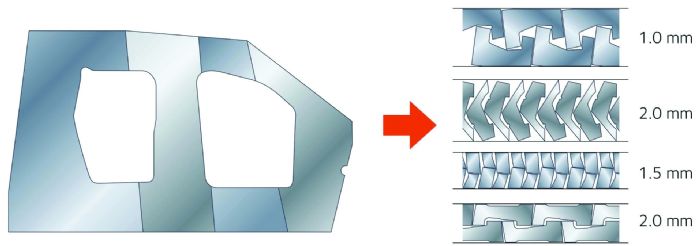
The earliest tailored parts came from laser welded tailored blanks (LWTB, also referred to as laser welded blanks or tailor welded blanks)—created by welding two or more sub-blanks together. Each sub-blank can differ in thickness, strength and coating.
A tailored part allocates the required material strength and thickness only where it’s required in the subassembly. In contrast, conventional design approaches to address areas needing additional thickness—for stiffness or crash performance—entail stamping a primary part as well as a smaller reinforcement and then joining them together, usually with spot welds or rivets. Following this conventional approach requires manufacturers to have the resources, infrastructure and personnel to stamp at least twice as many parts, transport and hold the work-in-process inventory, and then join the parts. Further, joining two stamped parts worsens tolerance-stackup issues related to geometric dimensioning and tolerancing. In contrast, using tailored parts will result in part consolidation, improving material utilization, reducing scrap, and requiring fewer plant resources and less labor.

 Webinar
Webinar
