







Regen and Servo Presses
When it comes to installing regenerative drives on servo presses, most of the regenerative energy is captured within the line, stored and used when needed. This differs from a flywheel-press application, where the energy conserved during a press stop immediately flows back into the line. “With a servo press,” says Barry, “we’re managing the energy within the system itself and storing the reclaimed power to be used in the next press stroke. Then we don’t need braking resistors on the panel.”
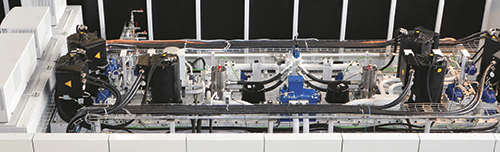
MJC Engineering and Technology, Huntington Beach, CA, engineers this CNC flow-forming machine using a Siemens Step 7 PLC control. The control software reflects the trend noted in the article—efficient communications, ease of programming, and enabling streamlined commissioning and service.
Drive-motor combinations also represent an important development—where the drive mounts directly to the motor. “We see these gaining acceptance during upgrades to destackers and other end-of-line automation,” Barry explains. “Servo-based actuators can index the work, the stamper just runs power to the motor-drive combo. These setups simplify installation, commissioning and troubleshooting/maintenance, while also conserving space.”
Barry also notes a pull away from the use of stand-alone motion controllers on certain applications where it makes more sense to integrate motion-control functions into the PLC. “Advanced motion-control/PLC/HMI units are gaining traction,” he says. “These units can control and display all press-cell functions, including advanced automation devices.”
Lastly, Barry notes another trend: servo-hydraulic functions moving to full electric servo.
“We’ve recently completed several servo-electro hybrid projects, half electric and half hydraulic, for force or pressure for example,” he says, “replacing cylinders with ballscrews. So, many of those existing hydraulic servo-controlled press functions, where you’re forming parts, now can move to a servo-motor and ballscrew arrangement. We’ve seen huge factors of increased accuracy and part quality from this trend, as well as energy savings. We can perform the same tasks mechanically, and improve process control.”
The Growing Retrofit Market
Pressroom equipment can last a long time, and Barry notes that a lot of servo-based machines, including presses, have been in service for 10 years or more. “This equipment now is worth looking at in terms of motor, drive and control retrofits,” he says. “The first versions of AC drives and motors that were somewhat complex and specialized are being replaced with off-the-shelf common motor-drive setups.”
In addition to the above discussion of new motor and drive technology, “retrofits deliver additional space and decreased installation-commissioning time,” says Barry. “In some cases the metalformer might only retrofit the drive portion, and the drives, PLCs and other controls occupy the same space in the cabinet. The challenge, then: adding more axes or more complexity to the retrofit without installing a giant new panel or tearing out the old panel and redoing the entire machine. With newer drive-motor technology, we can upgrade without having to rewire and rebuild an entire panel. Instead, we can add a smaller subpanel that mounts out by the machine, or employ a drive-motor combination—mount the motor and run a cable to it, and you’re done.”
Convincing a metalformer to retrofit an older press cell also requires ensuring minimum downtime for the upgrade project. Barry has a solution here, as well.
“With retrofits,” says Barry, “rather than 2 or 3 weeks of downtime we often can complete the job in 10 days or less. Quick commissioning time helps sell these improvements. For example, we’ve seen metalformers replace hydraulic valves with variable-frequency drives, resulting in servo functionality, over a long weekend. In other cases we can complete a full drive upgrade in 5 days, compared to 5 to 7 years ago when that type of project would have taken 10 to 15 days or more.”
System Commonality
A final trend making life easier in the pressroom—this time for maintenance technicians: implementation of common programming platforms. ”In the past we had separate platforms for the HMI, the drive control and the PLC,” Barry says. “Today, everything comes into one platform—the HMI, PLC and drives now can share tags and data, and the OEMs can build common program libraries for their machines. This practice minimizes configuration complexity and ultimately requires less expertise from technicians when it comes time to maintain and service the machines. They’re talking to one controller, and using less software with simplified troubleshooting.” MF
View Glossary of Metalforming Terms
See also: MJC Engineering & Technology, Inc., LASCO Engineering Services, LLC
Technologies: Pressroom Automation


 Video
Video