






Specifics Needed for Downtime Reasons
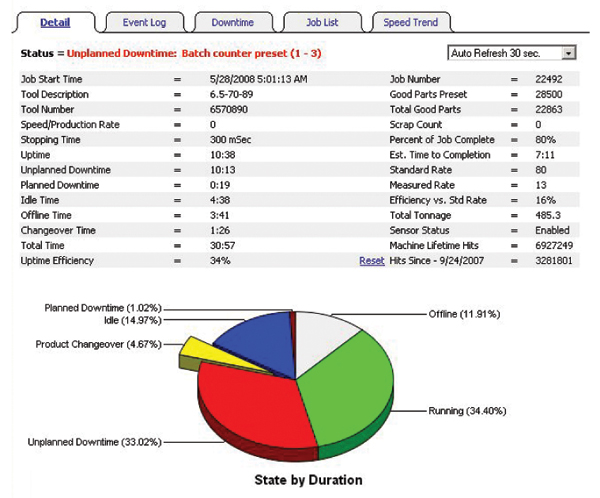
Experience has shown that simply providing a downtime-reason menu is not enough to ensure a complete and accurate account of downtime reasons. For example, if an operator were to restart a machine without selecting a downtime reason, the time would be logged as idle time. Since idle time provides no indication of why the machine was actually down, that selection needs to be minimized.
“There’s no such thing as idle time,” says Clark. “Machines stop for a reason.”
The controller also requires the operator to respond to simple sensor, tonnage and other faults in a timely manner. If the operator does not clear an error within a preset amount of time, he must indicate the real reason for the stoppage. Whyis this necessary? Suppose a controller stops a machine due to a simple part-ejection error. The controller displays a “Part Ejection Sensor 1” error and reports it to the software. If the operator quickly fixes the error and restarts the machine, the short period of downtime will be attributed to a part-ejection fault and recorded by the software. However, if the operator is busy at another machine and takes 30 min. to respond to the part-ejection fault, logging all of that downtime to a simple sensor fault would be inaccurate. Instead, the control requires the operator to indicate via the Dialog menu the real cause for downtime, which in this case is “No Operator Available.”
 |
| Armed with downtime data, Waukesha has taken steps to increase press utilization, including the placement of measurement gauges at presses to reduce first-piece-approval time. |
That these were the leading causes for downtime did not surprise Clark and his team. What was surprising: Approximately one-third of the downtime occurring throughout the plant traced back to these two reasons. Like many manufacturers, Waukesha Tool and Stamping tries to do more with fewer people. In addition to running multiple presses, operators perform quality checks and assist in setup and troubleshooting, with quality-control personnel also stretched thin. Machines sat idle due to a lack of personnel available to perform simple tasks needed to keep them running.
Downtime Issues Addressed
Waukesha has taken several steps to reduce downtime. By better understanding the needs of each machine, company management quickly modified each operator’s responsibilities to better balance the workload. And the addition of roving operators to certain shifts helped minimize instances where presses sat for extended periods of time with easily correctable problems. The roving operators clear sensor faults, perform coil changes and correct other short-term issues, allowing others to focus on setting up new jobs and troubleshooting more complex problems.
Other downtime-reduction measures have little to do with personnel. For example, LETS showed that one high-volume machine stops an average of seven times per hour so that the operator can change the parts bin. These stoppages create 12 hr. of downtime per month, greatly lowering the machine’s efficiency and keeping the operator from addressing problems at other machines. Based on the cost of this downtime, Waukesha justified an automatic indexing system for the high-volume press, a system that automatically rotates an empty container into place based on a signal from the SmartPAC 2 controller. The operator can replace full containers with empties whenever he has the time, without stopping the press.
“The indexing system is a capital investment,” says Steger, “but we can justify the investment based on the reduction in machine downtime.”
First-piece-approval times have been shortened by deploying additional attribute and functional gauges at the presses. This allows operators to quickly perform quality checks, and reduces the burden on the quality-control department.
Tool Shop, Maintenance Benefit from Data
The LETS software helps in other s. The LETS Factory Viewer includes a detailed event log that provides a time- and date-stamped account of every event at every machine. Gary Rutkowski, Waukesha’s inhouse sensor expert, uses the event log to monitor recently sensored dies for nuisance faults and other startup problems that might otherwise go undetected. Rutkowski now can ensure that the sensors are employed on all shifts, and have not been bypassed or disabled due to excessive errors or nuisance stops.
Also, the software knows where and when every tool runs, and how many parts the tools make. Therefore, it can keep an accurate total-hits count for each die—even as the die runs in multiple presses—eliminating tedious and sometimes inaccurate manual recordkeeping. Tooling personnel at Waukesha use the dies’ total-hits counts for maintenance purposes, comparing tooling-related downtime from job to job, and optimizing the maintenance intervals for each die.
The unplanned-downtime information not only identifies problem equipment, but also objectively quantifies the severity of problems to allow efficient prioritizing of corrective actions, essential for the small maintenance staff at Waukesha.
With objective information on machine utilization, the company has been able to justify delaying or cancelling some planned equipment purchases, while fast-tracking others. Sums up Clark: “Data is king—collecting it, analyzing it and putting it in a form that can be used by our team allows us to make informed sound decisions about our business.”
Steger echoes those thoughts.
“We’ve been able to use what we’ve learned,” he says, “to increase our uptime and utilization, decrease downtime and improve our sensor program.” MF
View Glossary of Metalforming Terms
See also: Wintriss Controls Group LLC
Technologies: Additive Manufacturing
Comments
Must be logged in to post a comment. Sign in or Create an Account
There are no comments posted.Software, 3D Printing Deliver Suspension Lightweighting for ...
Wednesday, April 22, 2020
 Video
Video Additive Manufacturing
Additive ManufacturingSenvol Developing AM Software for Navy
Wednesday, August 1, 2018
 Additive Manufacturing
Additive ManufacturingTitanium Topology Optimized "TiTO" 3D Printed Satellite Pane...
Thursday, May 25, 2017
 White-paper
White-paper