Precision Programming Enriches the 3D Laser-Cutting Process
January 1, 2015Comments
No company feels the pain of shrinking lead times more than prototype shops. Case in point: Accu-Rite Industries, where the adoption of high-speed 3D laser-cutting technology paired with CAD/CAM programming software represent clear success triggers.
Design and manufacture of seating components and assemblies represent some of the trickiest aspects of automobile production. Simply stated, seats challenge engineers as they must simultaneously satisfy goals related to safety and health, as well as driver and passenger comfort. Seating components—including their many stamped and fabricated metal parts—must account for ergonomic considerations, vibration suppression and strength.
Key to the remarkable advances made in automotive-seating engineering is prototype development, the specialty of Accu-Rite Industries, Shelby Township, MI. The firm works with several OEMs and Tier One suppliers to develop reclining-mechanism components, slide tracks, shells and frame parts, reinforcing brackets, hinges, latches and locks.
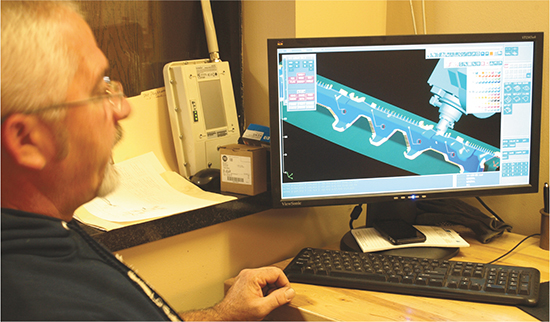
Accu-Rite programmer Mike Winkler explains how with just a few mouse clicks, programming moves from the CAD part model to cutting-fixture design (with supporting-rib geometry included), and on to cut-path formulation. The software considers cutting-machine and cutting-head kinematics and geometry to eliminate collision hazards.
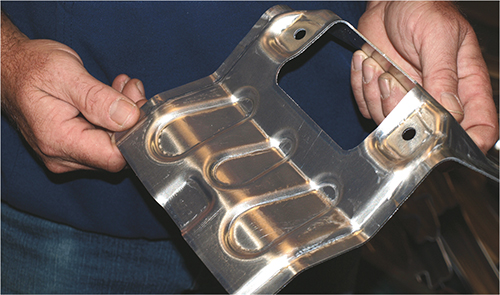
Amongst the tools in the firm’s proverbial manufacturing toolbox are, of course, stamping presses (350- to 750-ton hydraulic models), as well as press brakes, machining centers and coordinate-measuring machines. The newest star on its shop floor: a five-axis 3D laser-cutting machine, a TLH-series model from NTC America, with a work envelope of 177 by 45 by 20 in. Equipped with a 2-kW fiber laser, the state-of-the-art workhorse boasts cutting and positional accuracy rated to 0.0015 in., and a pallet changer to optimize throughput. It takes Accu-Rite’s ability to trim stamped prototype parts to a new level of efficiency and quality.
“We need the highest levels of accuracy available in the industry,” says Accu-Rite vice president John Loudon, “to keep up with demands from our customers.” Tolerances, he says, often are specified at ±0.05 mm on stamped parts.
The Onus Falls to Programming
The newest NTC machine joins four CO2-laser five-axis cutting machines on the Accu-Rite floor, all primarily used to trim prototype stamped parts. The shop processes mostly high-strength steels (some advanced high-strength steels such as dual-phase alloys) to 3⁄8 in. thick. Lately, though, notes company president Kirko Mickovski, the firm also has been stamping and cutting aluminum, for frame components—“a perfect fit for the new fiber-laser system,” Mickovski notes. “The fiber-laser machine cuts aluminum stampings up to four times faster than our CO2 laser machines, and cuts twice as fast on steel.”
With that much cutting speed at the ready, part of the responsibility for moving work quickly through the shop falls to the laser-programming function. And Loudon and Mickovski couldn’t be more pleased with the programming solution they invested in several years ago—CAD/CAM software from German-based Tebis (with U.S. operations in Troy, MI).
Tebis software, known better for its functionality related to CNC machining, also features a CAM module that drives five-axis laser cutting. Loaded with unique and carefully engineered design capabilities aimed at this tricky application, the software can streamline the cutting process while providing pinpoint accuracy, as well as provide reliable and efficient collision avoidance. It gets clear nods of approval from Accu-Rite management. The seal of approval: