






University Research on Cutting Nozzles
Although it might appear that a waterjet-cutting machine at a university research center might not get much use, many years ago student design teams at the Missouri University of Science & Technology (MS&T) discovered multiple applications for the process. Their applications revolve around fabricating components for national and international design competitions—a solar car, concrete canoe, etc. Waterjet cutting, they have discovered, allows them to design and fabricate parts to the most efficient size to carry the loads needed. As a result, the vehicles they build generally are smaller and lighter than those of their competitors. This has not been lost on the competition, as several other universities have since acquired their own waterjet-cutting machines.
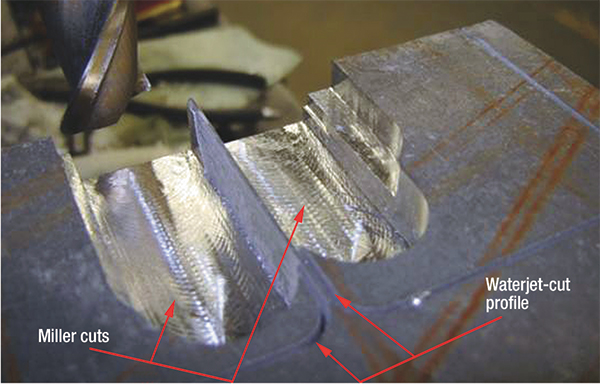
As MS&T’s use of waterjet cutting has expanded, researchers have focused growing attention on cutting-nozzle life. To compare various nozzles on the market, and learn how they wear and cut, we prepared test samples of triangular pieces of 1⁄4-in. mild-steel plate, set on edge. Using a waterjet at 40,000 PSI and a cutting speed of 1.25 in./min., we cut the samples right down the middle, starting at the sharp end of the triangle and cutting to the thick end. The goal was to gauge how far along the triangle the waterjet would cut before it stopped cutting all the through. Then we sectioned the cut plates to measure cut quality and average depth (Fig. 2). 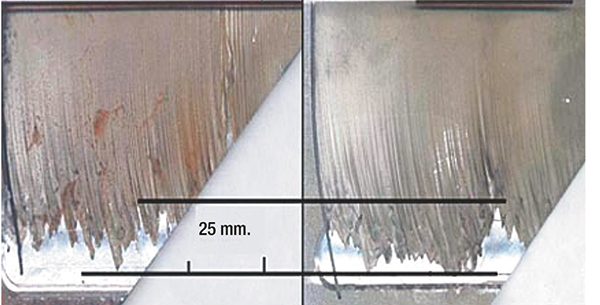
Fig. 2—Using a waterjet at 40,000 PSI and a cutting speed of 1.25 in./min., researchers performed nozzle-life tests by cutting triangular-shaped test pieces of ¼-in.-thick mild steel right down the middle, starting at the sharp end of the triangle and cutting to the thick end. The goal was to gauge how far along the triangle the waterjet would cut before it stopped cutting all the through. Then they sectioned the cut plates to measure cut quality and average depth.
We set a performance requirement for each cut so that when a cut fell below a certain depth, we would consider the nozzle to have worn out. Results varied among nozzles, with operational life ranging from 10 to 40 hr. So while we do not necessarily recommend that fabricators perform the exact same test that we did, we do recommend you test various nozzle types to see how they perform for the range of materials and thicknesses typically processed.
Lastly, a point of emphasis when working with our research teams is teaching them to conserve materials, starting with an understanding of optimum sheet nesting. Another to conserve material is to repurpose the next skeleton for cutting small parts from what otherwise would be tossed aside as scrap. Here we find yet another advantage of waterjet cutting over conventional milling, since milling turns the workpiece skeleton into chips to be sold as scrap.
More than Metal
As a final note, metalformers and fabricators must fully understand the capabilities of the waterjet process to cut other types of materials, including glass, and even to create art forms. To do so, take a look at Vanessa Cutler’s new book, “New Technologies in Glass,” available on Amazon. Here you’ll find several fascinating designs that can be achieved using, among other tools, abrasive waterjet cutting.
Another trend we see is growing use of waterjets to micro-etch metallic surfaces. Micro-etching, using plain water at around 20,000 PSI and performed using one to three passes, can impart unique and interesting surface finishes on bronze, steel and aluminum surfaces.
There are, in short, a variety of different s metalformers and fabricators can apply a high-pressure waterjet cutting machine. Some of these ideas are well known, and others less so. Therefore, to shed more light on the possible applications of waterjet technology, I encourage the readers of MetalForming magazine to visit my new Waterjet Technology Blog, launched in January 2013 on the website of KMT Waterjet Systems (www.kmtwaterjet.com). There you’ll find posts providing detailed information explaining why some things work and others don’t, as well as thoughts on where the waterjet industry can grow. I look forward to seeing you there, and to fielding any questions that you might have. MF
View Glossary of Metalforming Terms
See also: KMT Waterjet Systems
Technologies: Cutting
Comments
Must be logged in to post a comment. Sign in or Create an Account
There are no comments posted.
 Cutting
CuttingOmax Launches Mobile Ordering Application
Thursday, June 20, 2024