





 Before discussing the technology and capabilities of each procedure, let’s first identify the most pressing issues for metal formers and fabricators surrounding cutting technology in general.
Before discussing the technology and capabilities of each procedure, let’s first identify the most pressing issues for metal formers and fabricators surrounding cutting technology in general. Productivity. Speed often represents the deciding factor in determining output capacity.
Productivity. Speed often represents the deciding factor in determining output capacity. Now, let’s explore these considerations for systems that employ flame cutting, fine plasma cutting, 3-kW fiber laser cutting and waterjet cutting. To standardize, we will compare the cost considerations and cutting characteristics for complete systems that include a 5 by 10-ft. cutting area, an industrial CNC setup (neither entry level nor maximum configuration) and CAD/ CAM software. As far as purchase price, flame-cutting machines represent the lowest initial cost, followed by plasma, waterjet and fiber laser cutting machines.
Now, let’s explore these considerations for systems that employ flame cutting, fine plasma cutting, 3-kW fiber laser cutting and waterjet cutting. To standardize, we will compare the cost considerations and cutting characteristics for complete systems that include a 5 by 10-ft. cutting area, an industrial CNC setup (neither entry level nor maximum configuration) and CAD/ CAM software. As far as purchase price, flame-cutting machines represent the lowest initial cost, followed by plasma, waterjet and fiber laser cutting machines. Flame Cutting
The oxyfuel cutting process represents the simplest of all cutting methods discussed here. This process involves preheating ferrous material, primarily mild and low-alloy steel, with a gas combustible to reach the "ignition temperature" (approximately 1800 F), then injecting pure oxygen to cause an exothermic reaction with the hot steel, which rapidly erodes the steel.
The flame typically can cut material in thicknesses from 0.25 to 6 in. Multiple flame-torch installations on a machine, simple to do and affordable, greatly boost machine capacity.
 CNC oxyfuel machines offer a relatively low cutting speed that requires a high use of gas. Cutting cost becomes more favorable on thicker plate.
CNC oxyfuel machines offer a relatively low cutting speed that requires a high use of gas. Cutting cost becomes more favorable on thicker plate.
To achieve the fastest cutting speed with the highest-quality cut, flame CNC cutting machines should be operated by highly skilled operators, though advances in the machinery enable use by less-skilled operators in some cases. Even so, due to long preheating times and slow cutting speeds, oxyfuel cutting typically lacks in productivity compared to other processes. And, flame cutting results in a large heat-affected area with rough edges and hanging slag.
Flame-cutting bed maintenance, a simple affair, is performed easily by the user.
Plasma Cutting
Plasma proves an ideal technology for cutting carbon steel in thicknesses to 2 in., and stainless steel or aluminum in thicknesses to 6.25 in. Achieve cost-effective cutting on carbon steel in thicknesses starting at 0.25 in.
 A relatively simple process to learn and use, plasma cutting becomes more effective through the use of the most recent control and process software. In most cases, nesting software includes process parameters to ease use by inexperienced operators. Overall, plasma cutting delivers greater efficiency and speed than other processes, but laser machines cut more quickly for workpiece thicknesses greater than 0.25 in. At thicknesses below 2 in., plasma cuts more quickly than flame. Expect tolerances of ±0.015 in. on carbon steel.
A relatively simple process to learn and use, plasma cutting becomes more effective through the use of the most recent control and process software. In most cases, nesting software includes process parameters to ease use by inexperienced operators. Overall, plasma cutting delivers greater efficiency and speed than other processes, but laser machines cut more quickly for workpiece thicknesses greater than 0.25 in. At thicknesses below 2 in., plasma cuts more quickly than flame. Expect tolerances of ±0.015 in. on carbon steel.
Plasma cutting results in a small heat-affected zone and delivers a weldable edge with no hanging slag. Similar to oxyfuel cutting machines, plasma cutting machines offer simple maintenance.
Fiber Laser Cutting
Fiber laser cutting employs the latest laser technology, with solid-state laser generators operating more efficiently than their CO2-laser counterparts. Additionally, the wavelength of a fiber laser can be used for conduction in thin, flexible fibers—simpler and more flexible than operation of a CO2 laser, which only conducts via mirror reflection.
In operation, a high-energy laser beam melts the work material at cutting edges, with an auxiliary gas, usually oxygen, which is used for cutting carbon steel, blowing out the molten metal.
A 3-kW fiber laser compares in speed and cutting power to a 4-5-kW CO2 laser, and generally cuts carbon steel to 0.75 in. thick.
The speeds and capabilities offered by fiber laser cutting translate to a higher initial cost for basic 5 by 10-ft. machines, as their cutting beds require higher motion accuracy than other cutting machines.
Laser cutting delivers the most cost-effective process when processing thinner material. Cutting speed drops as thickness increases.
Expect tolerances of ±0.01 in. on thin material—superior to plasma cutting and comparable to waterjet—with a heat-affected zone slightly smaller than that of plasma. General maintenance of fiber laser cutting machines can be mastered by users, and they are easier to maintain than their CO2 counterparts.
Waterjet Cutting
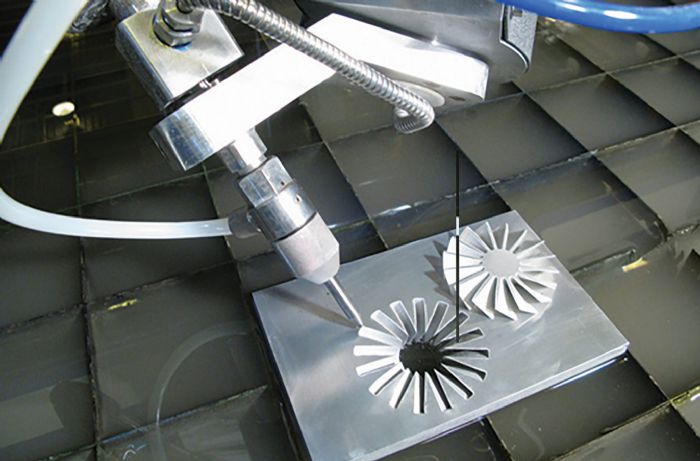
Waterjet cutting, a long-standing technology, can be used on a variety of materials, from food to granite to metal. Waterjets offer two major advantages over other cutting processes: the absence of a heat-affected zone and the ability to cut almost any material.
Pure water will cut soft materials, via a high-pressure stream (40,000 to 66,000 psi) of water compressed using a nozzle. This increases the flow rate as well as the energy density. Abrasive sand, when added to the water stream, acts as a saw tooth to add cutting capability. State-of-the-art waterjet pumps can produce water streams at pressures to 100,000 psi. Higher pressures, resulting in faster cutting speeds, can translate to increased machine downtime due to more-frequent replacement of pump seals. Waterjet cutting delivers high accuracy, but a relatively slow cutting speed.
These slow cutting speeds can make waterjet cutting machines more expensive to operate than other cutting technologies, but require less-experienced operators than other machine types and offer simple maintenance. Note that waterjet machines cut aluminum more quickly than carbon and stainless steels, and offer precision and accuracy with, again, no heat-affected zones or changes to material metallurgy. Cut-edge quality relates to the grit used and the cutting speed—the slower the cutting speed, the higher the cut quality. MF
Information for this article provided by Techni Waterjet, with U.S. offices located in Charlotte, NC; 913/492-3700.
View Glossary of Metalforming Terms
See also: Techni Waterjet
Technologies: Cutting
Comments
Must be logged in to post a comment. Sign in or Create an Account
There are no comments posted.
 Cutting
CuttingOmax Launches Mobile Ordering Application
Thursday, June 20, 2024