






 These features require exceptional BIW stiffness along with a unique BIW footprint, referred to by GM officials as a “three-box” layout. This layout includes narrow front and rear rail spans to enable use of large tires and expanded space between rockers to fit the double-stack RESS, thus delivering maximum energy, the officials note.
These features require exceptional BIW stiffness along with a unique BIW footprint, referred to by GM officials as a “three-box” layout. This layout includes narrow front and rear rail spans to enable use of large tires and expanded space between rockers to fit the double-stack RESS, thus delivering maximum energy, the officials note.“We have a double shear-plate design that ties together the different compartments of the vehicle,” says Stephen Dissler Jr., GM design release engineer. “An upper shear structure connects the front compartment to the center compartment to the rear compartment. Then we use a similar strategy for the lower end. All of that wraps around the integral center part of the vehicle.”
The structural sandwich and other strategies act to hold and protect the battery compartment and RESS.
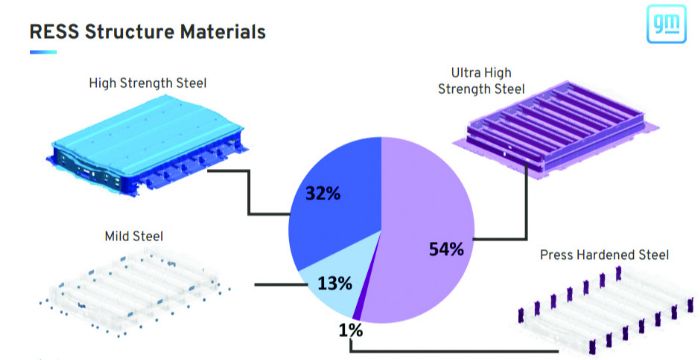
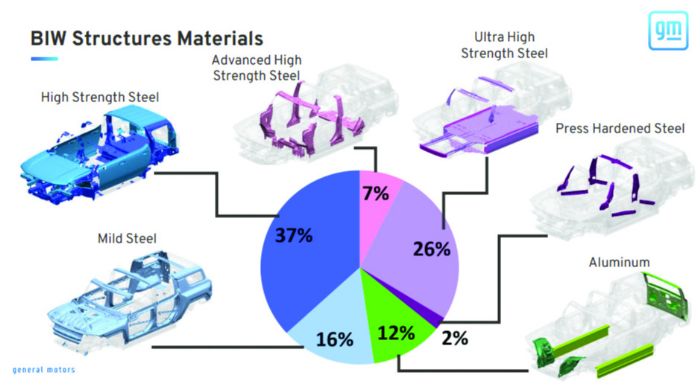 “For protection, we did a lot with the front compartment, rear compartment and the side rocker area,” Dissler Jr. says. “In addition, the RESS is more than just a battery enclosure. It’s actually a structural member, featuring a lot of UHSS that also protects the RESS components.”
“For protection, we did a lot with the front compartment, rear compartment and the side rocker area,” Dissler Jr. says. “In addition, the RESS is more than just a battery enclosure. It’s actually a structural member, featuring a lot of UHSS that also protects the RESS components.”
The unique three-box layout, with the large battery area, precludes carrying of a traditional load path, according to James Veal Jr., GM project design engineer.
“The sandwich structure allows us to work around the battery as the big anchor in the middle of the structure,” he says. “We can work the loads around the battery front, rear and side-to-side, and carry loads above and below the battery.”
Accelerated Development Cycle
 Whereas typical development of a vehicle program takes 4 yr. or longer, the Hummer EV programs shortened development to about 2.5 yr.
Whereas typical development of a vehicle program takes 4 yr. or longer, the Hummer EV programs shortened development to about 2.5 yr.
“Both the Hummer EV pickup and SUV had accelerated development timeliness,” says Veal Jr. “The development cycle of the pickup, beginning in 2020, was at the time the fastest in GM’s history, followed by the development cycle for the SUV. To engineer brand-new architecture from a clean sheet of paper to a vehicle on the road in 32 mo. is an excellent achievement.
“Very early on we worked hand in hand with the steel suppliers to learn what materials were out there and what was coming,” he continues. “We worked together to bring in materials in the available timeframe and push the envelope of what we needed in terms of strength or gauge, to place the right materials in the right spots. Then we did a good job of optimizing material usage.”
Big Contributions via Laser Welding, Rollforming
 Constructing the BIW and RESS compartment required unique contributions from suppliers, who also spoke at GDIS on the Hummer EV SUV project. This included laser welding and joining of shear plates by Magna. In connecting shear plates to other frame members and the RESS tray, Magna made extensive use of laser welding, as described by William Perry, department manager-engineering for Magna, during his GDIS presentation.
Constructing the BIW and RESS compartment required unique contributions from suppliers, who also spoke at GDIS on the Hummer EV SUV project. This included laser welding and joining of shear plates by Magna. In connecting shear plates to other frame members and the RESS tray, Magna made extensive use of laser welding, as described by William Perry, department manager-engineering for Magna, during his GDIS presentation.
Joining cold and hot stampings as well as rollformed components necessitated more than 1900 laser staple, spot and stitch welds, encompassing 76.1 m of remote laser welds and 28.5 m of tactile laser welding, Perry explained. The curls in laser staple welds isolated stress risers that form at the starts and ends of welds, with staple length optimized for space and strength characteristics. Why so much laser welding? Perry offered many reasons. A laser remote weld offers greater strength than a resistance spot weld, and the ability to place two to three staple welds/sec. improves productivity. Also, as a single-sided process, laser welding requires no backside access, and enables high-strength welding onto closed tubes and long channels. Low heat input, another laser welding advantage, minimizes part distortion and allows for welding near sealant without degrading it.
To ensure project welding success, Magna collaborated with GM, Magna Electric Vehicle Structures, Massiv Automation and Cosma Engineering, Perry reported.
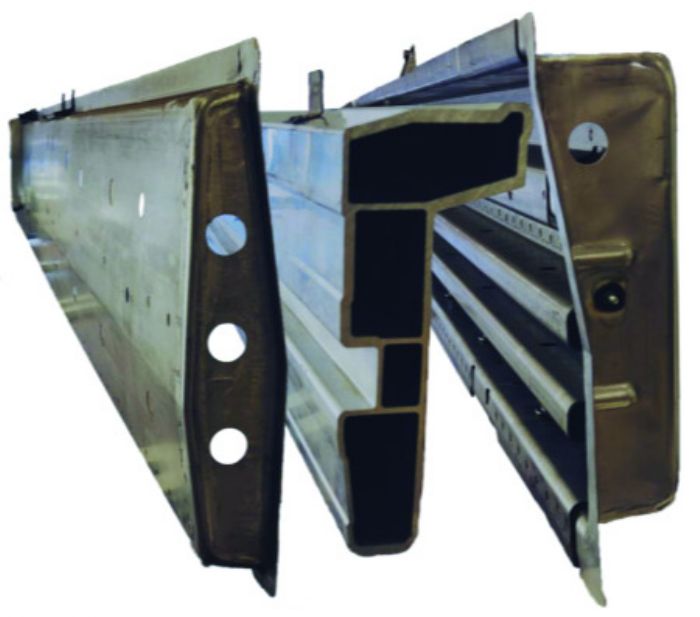
Rollforming challenges and wins by Shape Corp. were outlined during the GDIS presentation by David Seiter, the company’s global engineering leader. Shape Corp.’s contributions to the Hummer project included supply of rocker subsystem parts and other structural components, utilizing rollformers for steel applications and extrusion for aluminum components. In extruding a rocker insert, of 6000-series aluminum, the company had to deal with a large, multi-void hollow part (Fig. 3). Ultimately, Shape Corp. involved multiple company locations and processes and employed an equipment strategy that would scale with the Hummer-program launch curve.
GM designers credit Shape Corp., Magna and other suppliers with working early on throughout the accelerated program-development cycle, leading to a successful launch.
Stylized Stamping Success
Moving back inhouse, GM’s designers pointed out to MetalForming a unique stamping application on the Hummer EV pickup—a stylized “H” on the truck-bed floor.
“We have a stylized bed floor on that vehicle versus a traditional rollformed, corrugated floor,” Veal Jr. explains. “Our design studio wanted to showcase a Hummer emblem as part of that floor, part of an effort to carry the Hummer theme through the headlamps, tail lamps and other features around the vehicle. Stylizing the truck-bed floor required a lot of development work.”
Issues included maintaining local panel stiffness and dealing with canning issues. Though details are held close, GM’s stamping prowess met the challenges, Veal Jr. reports.
Learn more on the Hummer EV SUV development program, including other unique design and manufacturing challenges, via this GDIS 2023 slide deck. And, for more on GDIS 2024, May 22, 2024, in Novi, MI, visit greatdesignsinsteel.com. MF
View Glossary of Metalforming Terms
See also: American Iron & Steel Institute
Technologies: Management

 Event
Event Podcast
Podcast