 The 1980s also saw the first applications of bake-hardenable (BH) steels in Class A exposed body panels such as hoods, doors and decklids. These grades—lower strength when they arrive at the stamping plant—gain strength and dent resistance after forming and spending time in paint-curing ovens. This extra strength allows automakers to further reduce sheet thickness and reduce weight.
The 1980s also saw the first applications of bake-hardenable (BH) steels in Class A exposed body panels such as hoods, doors and decklids. These grades—lower strength when they arrive at the stamping plant—gain strength and dent resistance after forming and spending time in paint-curing ovens. This extra strength allows automakers to further reduce sheet thickness and reduce weight.
On the lower-strength side of the spectrum sit vacuum-degassed interstitial-free steels (IF or VDIF), highly formable grades capable of achieving surface quality comparable to a Class A exposed surface. These grades, also known as extra deep drawing steels (EDDS), find use in fenders and quarter panels requiring more ductility than typical BH applications. Body panels with highly curved surfaces provide automakers the flexibility to design aerodynamic shapes, helping to improve fuel economy and meet styling objectives.
Metallurgically, each of these steels has a microstructure primarily of ferrite. Strength increases through a combination of smaller grains, carbide or nitride precipitation, and alloying elements. Most grades can be produced via batch annealing (BA), but continuous annealing (CA) provides for faster processing and greater efficiency. The same principle applies to both: heat to a critical temperature, soak for long enough to ensure a uniform product then cool to ambient temperature. With CA, only a cross-section of the metal thickness along the coil width must be heated and then cooled at any one time, as opposed to the entire 20-ton coil simultaneously experiencing the same thermal profile. This allows for a reduction in processing time from 9 days to 20 min. A new CA line could cost tens or even hundreds of millions of dollars to build, which limited their rollout.
Starting in the early 2000s and based on developments in Europe and Asia, steelmakers pushed the limits of their CA lines, increasing the cooling rates achievable on their existing equipment. The higher cooling rates allowed them to produce phases other than ferrite—martensite, bainite and retained austenite. The term retained austenite comes from austenite not being stable at ambient temperatures using low-carbon-steel compositions, but the higher cooling rate allows for this nonequilibrium phase to exist.
The ability to produce these additional phases led to the development of new steel grades: dual-phase (DP), transformation-induced plasticity (TRIP) and complex-phase (CP) steels, which collectively comprise the 1st Gen advanced high-strength steels (AHSS). Additionally, the use of press-hardening steels (PHS) in body structures started to become more widespread as automakers faced increasingly stringent safety standards.
Just a Few 2nd Gen Steels
Although low-carbon retained-austenite steels require the use of special production techniques, the 3XX-series stainless steels are fully austenitic at room temperature. These alloys have around 18-percent Cr and 8-percent Ni, and possess excellent ductility.
Twinning-induced-plasticity (TWIP) steels have an austenitic microstructure, achieved with a composition of 12- to 30-percent Mn, up to 3-percent Si, up to 3-percent Al, and up to 1-percent C. Due to the density of the major alloying additions relative to iron, TWIP steels have a density some 5 percent lower than most other steels. These steels have elongation values approaching 50 percent—comparable to EDDS grades. However, the tensile strength of TWIP steels approaches 1000 MPa, more than triple that of EDDS. This combination of strength and ductility helps automakers consolidate parts, which saves on stamping infrastructure while improving productivity and lowering weight. Complex-shaped parts requiring energy-absorption capability are among the candidates for TWIP steel application.
While high ductility characterizes 2nd Gen steels, this benefit comes with a few significant added costs, first and foremost the expensive alloying elements. Nickel currently trades near $30,000/ton, and 1 ton of 304 stainless contains about 8-percent nickel. Also, the steelmaking complexity required to achieve the proper composition and microstructure—especially in the case of TWIP steels—leads to higher production costs. Finally, the type and quantity of the necessary alloying elements requires extra attention to resistance-welding procedures.
Where We Are: 3rd Gen Steels
Retained austenite is responsible for the transformation-induced plasticity effect that gives TRIP steels their name. When deforming these steels, the retained austenite in the microstructure transforms to high-strength martensite in a process that delays local necking and leads to greater ductility.
3rd Gen steels all leverage the TRIP effect to provide improved ductility in cold-forming operations as compared to other steels at the same strength level. Several metallurgical approaches result in these steels, each with different targets for strength and ductility.
DP steels are the most common AHSS in use. Newer grades of DP steels with increased ductility, dubbed DH steels, can provide as much as 4-percent greater elongation than the comparable DP grade at the same tensile strength, along with improved edge ductility. Similarly, CP steels with high ductility, known as CH steels, also have higher elongation and improved edge ductility than comparable-strength CP steels.
TRIP-assisted bainitic ferrite (TBF) and carbide-free bainite (CFB) steels represent essentially the same type of 3rd Gen steel family. One grade in this family may reach a combination of 1000-MPa tensile strength with 13-percent elongation, while another might have 1200-MPa tensile strength and 10-percent elongation.
The other family of commercialized 3rd Gen steels is based on the quenching and partitioning (QP) process, providing potential property combinations such as 1000-MPa tensile strength with 18-percent elongation and 1200-MPa tensile strength with 13-percent elongation. As such, they offer a cold-forming alternative to PHS in some applications.
Reaching these properties requires developing a specific balance of microstructural phases using complex annealing cycles unavailable with the equipment used in the 1990s. The necessary equipment and associated control systems run in the hundreds of millions of dollars—one reason why only a few companies globally can produce these grades. Whereas the annealing cycle on conventional grades is simply heat, hold and cool, AHSS grades require quench and hold capabilities. 3rd Gen steels add to the complexity, as achieving the necessary microstructure in some grades requires quench, hold and reheat capabilities prior to a second quench.
The Horizon
Global production of 3rd Gen steels began during the past few years and continues to welcome new grades as process optimization continues. One new family under development—medium-manganese (MedMn) steels—likely is the next to become commercially available. Unlike the higher-manganese TWIP steels, these new grades likely will contain 3- to 10-percent Mn. One study reveals a combination of 1400-MPa tensile strength and 18-percent total elongation.
One grade within the MedMn family—deformed and partitioned (D&P) steels—has a yield strength greater than 2000 MPa and a uniform elongation of 16 percent. These alloys require annealing before cold rolling to increase dislocation density, followed by a tempering process to attain the targeted microstructural balance.
Parting Thoughts
Global standards for 3rd Gen steels do not yet exist, with requirements contained within individual OEM standards. While approved suppliers will meet the minimum and maximum property requirements for each grade, each mill takes a different approach to meet these ranges, as the achieved properties are based on the specific equipment and capabilities at each mill. Rephrased: Approved suppliers will meet the necessary property windows but will take up a different portion of the allowed range, compared with other suppliers. Unlike mild steel and conventional high-strength steels, AHSS grades are engineered products and no longer are commodities where users can swap between suppliers with little due diligence.
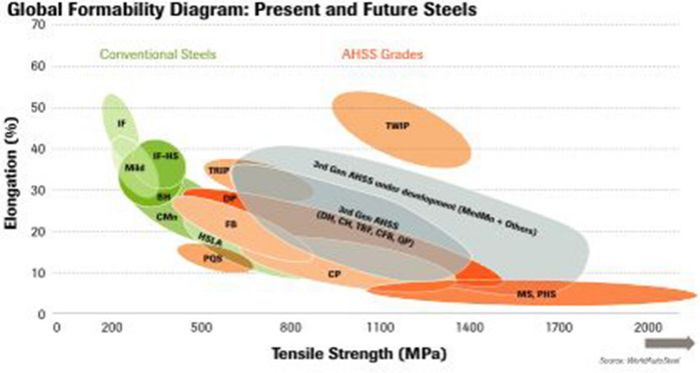
In addition, we tend to describe these steels based only on their strength and elongation in a tensile test and refer to this ductility as a measure of “global formability” (see the accompanying figure). This representation fails to account for characteristics grouped under local formability, specifically enhanced bendability and enhanced cut-edge expandability. For example, it’s hard to see the benefit of CP steels solely from looking at the global formability diagram. However, these grades have a microstructural balance that gives them excellent stretch flangability (as measured in a hole-expansion test).
Similarly, other grades offer exceptional bendability without cracking, making them good candidates for crush members in crash-energy-management applications. After compiling more data on bendability and hole expansion of different grades, readers can look for a local formability diagram. MF
Industry-Related Terms: Alloys,
Austenite,
Case,
Drawing,
Ductility,
Edge,
Forming,
Lines,
Martensite,
Quenching,
Run,
Spectrum,
Surface,
Tempering,
Tensile Strength,
Thickness,
WeldabilityView Glossary of Metalforming Terms
See also: Engineering Quality Solutions, Inc., 4M Partners, LLC
Technologies: Materials









 Webinar
Webinar