In particular, thermoplastic tools produced via the AM process of fused deposition modeling (FDM) may be effective for hydroforming, given the above-listed caveats. FDM-produced tooling can handle pressures to 10,000 psi, depending on the FDM material, according to information from Proto3000 Inc., a Canadian distributor of AM equipment and provider of design and testing services. FDM tooling, tests show, can form aluminum, stainless steel and titanium in sheet thickness to 0.090 in. Also from Proto3000: FDM works best when the tool does not exceed 16 by 14 by 16 in., though larger tools—in only one dimension—may work.
Progress Reported with Metal AM
Powder-bed fusion (PBF) and directed-energy deposition (DED) represent the major classifications of metal-AM processes for tool build and repair. Fused-filament fabrication (FFF) also proves useful, as a use case later in this article will describe.
Production cost for metal-AM tools runs significantly higher as compared to polymer-AM tools and, in some cases, metal tools manufactured by conventional methods, according to the AHSS Applications Guidelines paper. However, “tool costs can be mitigated through topology optimization, which enables design of parts with freeform geometry that are optimized against specific objectives such as weight, strength or stiffness. By reducing overall tool material while maintaining strength, AM build time can be reduced, thereby lowering tool cost.”
Technology providers have made impressive strides in optimization software, which adds to the efficacy of metal-AM processes.
PBF involves placing metal powder feedstock in a horizontal bed and subjecting it to laser or electron-beam heat for consolidation. The process then deposits more powder to be melted or sintered to form successive layers. PBF produces complex shapes with high accuracy, “around ±0.02 mm,” according to the paper. “However, this process often is slower than DED with deposition rates to 105 cm3/hr., so it is used mainly for small components.”
With DED, direct focus of thermal energy on a small region melts metallic powder or wire material, with melted material deposited, fused into the melted substrate and solidified.
“DED systems have material deposition rates in excess of 1200 cm3/hr., 10 times that of PBF, but typically have a higher surface roughness, requiring post-process machining,” the paper offers.
DED offers high material efficiency by depositing material only where needed. And, like LPBF, works with a variety of material, including titanium, aluminum, and stainless and other steels. DED typically finds use for flexible coating, repair and additive modification of 3D components. DED requires no process chamber as is the case with PBF, thus enabling processing of very large components.
 As opposed to polymer-AM parts, metal-AM parts likely require post-processing to achieve proper shape and surface finish, adding to tool cost and lead time. Other challenges with PBF- and DED-produced parts include “thermal deformation, processing defects and reduced fracture toughness,” the paper explains. “The thermal deformation results from the scanning heat source locally melting material and allowing it to cool. As each region solidifies, it continues to cool and contract, resulting in thermal stresses that increase as build volume increases. The deformation can be mitigated through design of the component itself and placement of support structures.
As opposed to polymer-AM parts, metal-AM parts likely require post-processing to achieve proper shape and surface finish, adding to tool cost and lead time. Other challenges with PBF- and DED-produced parts include “thermal deformation, processing defects and reduced fracture toughness,” the paper explains. “The thermal deformation results from the scanning heat source locally melting material and allowing it to cool. As each region solidifies, it continues to cool and contract, resulting in thermal stresses that increase as build volume increases. The deformation can be mitigated through design of the component itself and placement of support structures.
“Processing defects in AM builds impact bulk mechanical properties such as tensile strength and fracture toughness,” the paper continues. “These defects are heterogeneously distributed within the AM build, resulting in lower fracture toughness and providing a propagation path for cracks. Residual stresses within the metal-AM tools also adversely affect the fracture toughness, though this can be overcome with post-build heat treatments.”
Cost to print the main tool body typically prevents such tools from use in low-volume cold stamping applications, but lead-time savings over traditional processes have been shown in wear-component and insert applications. Metal AM may be considered when lead time trumps cost concerns. And, when requiring complex internal structures, benefits can outweigh the increased costs of metal AM.
Increased Use but Challenges Remain
Offering more on the metal-AM topic with MetalForming is Adam Simons, head of AM in North America for Trumpf. Trumpf provides equipment for laser PBF (LPBF) and DED, which it refers to as laser metal deposition (LMD) technology.
“Trumpf has seen more projects and more interest in different tooling applications,” Simons says.
One such application: creation of high-pressure die-casting tools, he offers, even on larger-sized tools via printed inserts.
“Industry still works on figuring out the right mix of heat treatment, polishing and more on the post-processing side versus the printing side,” says Simons.
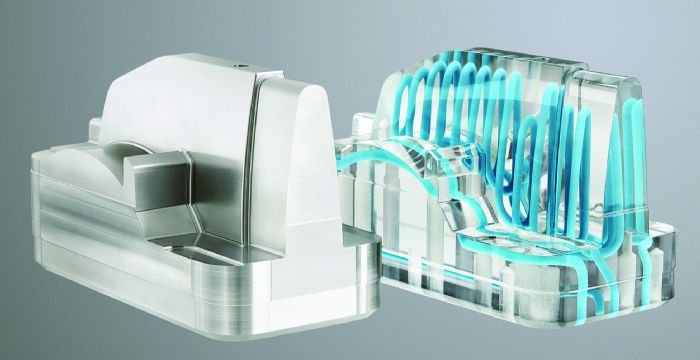
Layer-by-layer part construction via LPBF offers big advantages when tools or inserts require conformal cooling channels—traditional machining processes cannot perform such tasks. LPBF also offers the ability to add tool features to dies—no need to print a whole block when machining provides the best option. For its part, Trumpf offers its Preform option on some LPBF systems to support hybrid component construction. Here, component structures to be additively manufactured are applied to an existing block. This means that less printing is required while gaining AM benefits such as component detailing, and simplifying handling in tool and mold making.
“Preform provides software and the ability to make adjustments at the machine to print consistently and clearly on top of a block,” Simons explains. “This makes the process as foolproof as possible.”
Trends in LPBF include larger build envelopes and integration of addition lasers in builds to increase productivity. But these advancements bring challenges.
 “A larger build envelope brings more heat into the system, which, for larger parts, increases the potential for excessive wearing and cracking, depending on the type of tool steel used,” Simons says. “We’ve learned a lot on the machine side for managing parameters and managing heat, and have added more capabilities to machines that enable printing of larger parts.
“A larger build envelope brings more heat into the system, which, for larger parts, increases the potential for excessive wearing and cracking, depending on the type of tool steel used,” Simons says. “We’ve learned a lot on the machine side for managing parameters and managing heat, and have added more capabilities to machines that enable printing of larger parts.
“Also, the 3D printing industry really needed the ability to employ more than one laser on a single part in larger-format machines,” he continues. “To do that, Trumpf has focused on multilaser-alignment software and ensuring quality in stitching areas (where separate lasers heat adjoining material), and achieving consistent quality overall.”
Business cases in the past couple of years have supported success in such efforts.
As for available LPBF materials, it’s worth noting the significant increase in powder formulations available for printing applications.
“There are two sides to that,” says Simons. “There’s also industry’s acceptance of such new materials, which has changed a lot. Convincing tool makers 10 yr. ago to move on from tool steel that they had used for 20 or 30 yr. was tough. Through trials and experimentation, they’ve seen the quality of materials improve, and they’re getting as good or better quality out of the material properties than ever. Acceptance on both sides—pushing the new materials, but also proving that they work and accepting them—has come a long way.”
LMD, Trumpf’s DED process that shoots powder into a laser source, has proven successful in part repair and cladding—repairing turbine blades, for example, and for die repair. As is the case in most DED applications, LMD is not restricted by an enclosed build envelope and provides much quicker deposition than LPBF, with all unused material able to be reclaimed.
Holds Promise for Hot Stamping
Metal AM holds particular promise for hot stamping tooling due to its design freedom, especially in fabricating tools with conformal cooling channels built within a die. Traditional processes cannot achieve this capability, but DED and PBF can. A primary challenge: reducing porosity, which adversely affects mechanical properties and good AM-build quality. Conventionally manufactured hot stamping tool steels exhibit properties of at least 1300 MPa tensile strength and 50 HRC hardness, along with sufficient impact toughness and thermal conductivity. Some AM materials also achieve this realm of properties, making them reliable alternatives.
Hot stamping tooling with conformal cooling channels has been 3D printed with both DED and PBF. DED can attain minimum channel diameters as low as 3 mm and a minimum wall thicknesses of 2 mm, according to the WorldAutoSteel paper.
In practice, DED has been combined with subtractive processes to create a hybrid manufacturing process. The paper cites an example of machined hot stamping dies with metal-AM that feature conformal cooling ducts. The AM-produced channels cooled six times faster than the conventional CNC-drilled channels.
 As for PDF, more than 50 parameters can impact part quality, challenging efforts to develop effective build strategies. That said, PBF provides a unique ability to produce lattice structures and conformal cooling channels with high dimensional accuracy and diminished surface roughness.
As for PDF, more than 50 parameters can impact part quality, challenging efforts to develop effective build strategies. That said, PBF provides a unique ability to produce lattice structures and conformal cooling channels with high dimensional accuracy and diminished surface roughness.
Michigan-based Diversified Tooling Group (DTG), a tool and die design-and-build company that also performs prototyping, low-volume stamping and assembly as well as other operations, has explored AM tooling extensively for hot stamping applications, including a past partnership with Oak Ridge National Laboratory (ORNL) on AM tooling R&D. Mike Austin, DTG director of manufacturing engineering, has presented DTG’s findings at MetalForming’s Hot Stamping Experience and Tech Tour and in recent MetalForming articles, primarily related to wire-fed DED. We summarize those findings here.
Stress prediction. “When we evaluated wire-fed AM, we concluded that, for management of residual stress, we needed to be able to map those stresses in advance,” he told MetalForming. “ORNL has done some collaborative work in mapping residual stresses to predict where stress is created.”
With such knowledge, according to Austin, a tool can be printed on a two-axis rotating table that allows for stress placement in a plane perpendicular to loads to reduce delamination, cracking or other failure modes.
“With shrinkage compensated for (as the tool cools after deposition and heat treatment), such a tool would be capable of withstanding typical impact loads and thermal shock loads found in the hot stamping tooling business,” he offered. “But while deposition rates are improving, these rates still are far short of what’s required economically to produce large-scale tools.”
Segmented tooling. The hot stamping industry’s interest in segmented tooling when compared to large one-piece tools also affects the choice of AM or machining.
“The industry wants segmented tooling that allows for repair or replacement of portions of the tool,” Austin explained. “A hot-stamped A-pillar or B-pillar features some areas at the ends that benefit from conformal cooling, but the center of the part has some long, relatively straight holes that can be drilled more cheaply. As long as I’m producing segments and tying them together, I’m better off drilling.”
- Prototyping. As for prototyping hot stamping dies, these often can be produced in one large piece and, being prototypes, without the need for conformal or any cooling channels. This precludes the need for AM, Austin reported.
- Pre- and post-heating. Progress also must be made as to pre- and post-heating during wire-fed AM to make it more viable for hot stamping tooling, according to Austin.
“We see the need for a process to preheat the tool before we feed the wire into it and strike the arc. Then after the arc leaves, we need to slow the cooling—a post-heating process,” he said. “A head that combines wire feed with pre-imposed laser heating would address metallurgical issues related to what happens when additively building a tool and not being able to keep it at an elevated temperature.”
All of the heating and cooling experienced when adding material brings undesirable stresses, according to Austin.
- Die repair. “Especially in forming and cutting tools, there’s a need for different localized properties in the material,” Austin offered. “We can heat treat to surface-harden somewhat selectively and locally. With laser heat treatment or possibly in combination with powder-fed AM, we see the ability to change the surface of a die—attaching powdered metal to the die surface of a different metal alloy.”
Specific to hot stamping, Austin identifies two areas of a tool that often undergo significant abrasion and galling, and coating pickup: male radii and sidewalls.
“Those areas are candidates for changing surface material via AM,” he said. “If we can additively place powder selectively into areas of a new die susceptible to abrasion and galling, the AM material may not last very long, but we’ll have the ability to add it on again and again. Most hot stamping tools experience a relatively short life before recutting, and recutting doesn’t work very well for sidewalls due to the lack of contact pressure due to sidewall geometry. We see opportunity in the repair business where, instead of performing one or two recuts and then replacing some or all of the steel, as is common for longer-term or higher-volume part programs, we can use AM for tailored surfacing—placing hardness or toughness where needed.”
AM also may find use, Austin adds, in repairing gaps in tooling, which can cause material or coating buildup that detracts from heat transfer and leads to longer quench times during hot stamping, and distortion that affects part quality.
Usage Rising
As AM evolves, options expand for tooling solutions.
Xometry, a manufacturing network for a multitude of processes, provides production services for metal and nonmetal AM, and Greg Paulsen, Xometry director of applications engineering and marketing, offers his take on AM for tooling.
“For metal forming, we see custom dies and forming guides produced using metal alloys and also rigid plastics or photopolymers, such as ceramic-filled resin,” Paulson says. “Using AM for small tool inserts typically is best practice—more economical versus creating a full tool. AM inserts find use for bending, lancing, coining, or even embossing logos or part numbers during stamping.
“In addition, the nonmetal FDM process, in particular, excels at producing custom check fixtures for hydraulic tubing, bent parts and other applications due to its ability to build broad, flat structures in a relatively large format,” he adds.
As for trends, while AM has proven popular for building plastic or composite tooling for processes such as thermoforming or layups, it slowly has gained popularity in metal forming, according to Paulson. One barrier: the adoption by tool-design teams.
“Many successes arise from manufacturing engineers looking for solutions to help them become more agile in their workcells,” he says. “Improved material properties and surface treatments have helped build confidence in the products produced through AM. This, alongside successes in similar fields, shows future promise for AM die and toolmaking.”
 Specific to metal AM, LPBF and DED still offer the best manufacturing options for tool building and repair.
Specific to metal AM, LPBF and DED still offer the best manufacturing options for tool building and repair.
“Major advancements in direct metal laser sintering (DMLS, another term for LPBF) include introductions of lower cost, but equally capable equipment,” Paulson says, making the process more affordable as a tool-manufacturing option. “DED and many DMLS applications still require post-machining, thus the value is near-net-shape vs. direct tooling from print. Consider this when looking at AM as a toolmaking solution. Building tooling with photopolymers offers a stop-gap or low-volume solution.”
Paulson sums up the current AM-tooling landscape: “AM makes many geometries accessible, reducing lead times and pushing the limits of traditional technologies. We don’t necessarily see one replacing the other, but instead using AM as another tool in the toolbox.”
MLC CAD Systems, a distributor and technical consultant for AM and CAD/CAM technologies and services, in a recent webinar offered its take on AM tooling applications.
“3D printing serves two purposes in the sheet metal-tooling space,” explained Joseph Haines, a 3D printing applications expert at MLC CAD Systems. “Primarily it is used to manufacture low-volume tooling used to form thinner-gauge sheet metal if using thermoplastic composites, moving toward thicker gauges if printing with metal alloys. Secondarily, it is used to prototype tooling to check correct bending-die dimensions in a press brake or verify the geometry of a stamping-die component such as a punch or heel block.”
Though heel blocks and stripper plates may be produced via nonmetal or metal AM (he cites the Markforged process, a combination of metal injection molding and fused-filament fabrication (FFF)), simple-to-machine stamping-die components such as alignment pins, plates and shoes should be manufactured traditionally.
Tool Builder, Stamper Reports AM Success so Far
One manufacturer putting AM to the test for tooling: Egar Tool & Die, Cambridge, Ontario, Canada. Wearing many hats, Colin Kools, the manufacturer’s engineering, AM manager as well as a prototyping and AM instructor at a local college, has witnessed firsthand the evolution of non-metal- and metal-AM tool design, build and operation at Egar.
About a decade ago, Kools, with a press brake and nonmetal-AM machine at home, began bringing his ideas to work, convincing the Egar team that AM tooling could bring success.
He cites the efficacy of nonmetal-AM tools in some applications, such as press brake rotary-forming tools. Such tools traditionally made would include wire-cutting metallic blocks to high tolerances. However, using a fiber-reinforced plastic material, a low-cost AM-produced tool can result in accurate results in low-volume job runs—perhaps to 100 pieces.
Egar has employed nonmetal AM to produce sensor and lubrication-spray holders that attach to production dies.
“They don’t contact the stamping material or do any work, but these holders—integrated into the tooling—point the sensors and sprayers where they need to be,” Kools says. “We typically print a higher-end material such as ABS, nylon polymer or a reinforced material for these applications.”
For metal-AM tooling applications, “we’re on the cusp of developing best practices to determine the applications,” he explains. “What are the best tooling applications, the tipping points for switching over from CNC machining to AM? If only manufacturing a square block with a hole in it, we won’t 3D-print that. But perhaps we can change the design enough to minimize material or decide that we want to add features such as a side hole or a cavity on the bottom, then AM makes more sense. Removing that tool completely from CNC work without anyone touching it becomes more advantageous than buying raw steel and programming to do all of the CNC work. A flowchart can detail the criteria of what that block might be, and where AM becomes the better option. Perhaps an item such as a sensor holder doesn’t require a steel solution and can be made from plastic. Then we easily can print it overnight along with however many spares we want.”
As for metal AM, Egar is trialing tooling applications using inhouse Desktop Metal Studio systems. This technology employs FFF featuring bound metal powder as input material as well as sintering. Kools reports very little extra finishing needed on these AM parts. Given the system’s work envelope, considered metal tooling measures no more than the size of a shoe box.
The key in tooling applications: using the least amount of material, not for lightweighting but to save on material costs. Trials include forming and cutting tools.
“We’re developing heat treating procedures to achieve Rockwell hardnesses that can survive production rates,” Kools says, “and focusing on smaller components that are key to the complexity of a produced part. We would CNC-machine a big block, then place an AM piece inside of that block, providing the needed complexity in that small area of the die.”
Egar employs AutoForm simulation software for their Sheet metal simulations and combines that with sintering-simulation software in developing and trialing the AM/machined tooling.
Egar produces tools for customers around the world as well as runs production with inhouse tooling.
“We would be hard-pressed to place an AM part in a tool that we don’t run inhouse,” Kools says. “We have the ability to print another AM tool part if needed—or maintain spares—and continue production, and have a database with AM-part details.”
Given his wealth of metal-AM knowledge and expertise, how does Kools assess the technology and its potential?
“Hopefully we are on the bell curve of needed available materials and process speed,” he says, hoping for the technology to explode across the manufacturing landscape within his lifetime. “For us, the technology is great for one-offs and for integrating into tooling. We create a lot of hand fixtures with metal AM, which makes sense for our system. But our current setup may not be the best solution for tooling.”
To gain greater understanding of AM processes and potential for tooling and other solutions, check out RAPID + TCT, North America's largest AM-technology event, set for April 8-10 in Detroit, MI. MF
Industry-Related Terms: Alloys,
Bed,
Bending,
CAD,
Case,
Center,
Coining,
Conductivity,
Delamination,
Die,
Form,
Forming,
Insert,
LASER,
Lead Time,
Polishing,
Prototype,
Run,
Springback,
Stainless Steel,
Stripper,
Substrate,
Surface,
Tensile Strength,
Thickness,
Transfer,
Forming,
Assembly,
Embossing,
Forming,
Heat Treatment,
Lancing,
Press Brake,
StampingView Glossary of Metalforming Terms
See also: TRUMPF Inc., Desktop Metal, Desktop Metal, Inc., Xometry
Technologies: Additive Manufacturing, CNC Punching, Finishing







 “The benefits of using polymer-AM dies lie within low-volume production such as vehicle prototyping and spare-part manufacturing where the cost of traditional tooling results in high per-piece prices,” the paper reads.
“The benefits of using polymer-AM dies lie within low-volume production such as vehicle prototyping and spare-part manufacturing where the cost of traditional tooling results in high per-piece prices,” the paper reads. 
