 Hot-melt lubricants can, however, prove challenging to use on higher-volume applications. While historically OEMs have used hot melt to form aluminum parts for low-volume luxury vehicles, using hot melt on higher-volume parts has led to problems during pretreatment caused by the high volume of wax entering the system. Other challenges:
Hot-melt lubricants can, however, prove challenging to use on higher-volume applications. While historically OEMs have used hot melt to form aluminum parts for low-volume luxury vehicles, using hot melt on higher-volume parts has led to problems during pretreatment caused by the high volume of wax entering the system. Other challenges:
- Pretreatment cleaners will not, on their own, remove hot melt;
- The cleaner must operate at higher temperatures than current U.S. practices allow;
- The increased heat required of pretreatment lines can substantially increase fuel costs;
- The challenging soil left on stamped parts can cause imperfections during painting;
- If coils are exposed to high heat during transportation and storage, the wax can melt and the lubricant can migrate, potentially compromising performance. The film also can transfer to straightening rollers and dies. Also, if coating weights are heavy or squeegeed to the sides of blanks, blanks can stick together during transfer.
Lubricant suppliers continue to work with OEMs to develop new technology alternatives to hot melt.
Lubricants Applied at the Stamping Press
Historically, automotive OEMs and their tier suppliers that stamp BIW parts and closures use blank-wash equipment at the window of the press line. These setups flood recirculating oil onto rollers through which blanks travel, removing solid particulate such as dirt and glove lint from the blanks and leaving a residue of fluid that serves as a lubricant in the stamping process. The process also covers, dry islands and smooths the migrated mill oil, leaving a uniform coating on the blanks.
Newer blank-wash systems, which remove particulate from blanks using brushes and a vacuum system, minimize the effect to coil coatings (prelube) and avoid the need to apply oil at the press. In cases where coils arrive at the plant already coated with conventional mill oil or prelube, these blank-wash setups may not operate exactly as intended. Conventional oils tend to migrate, so the oil coatings do not remain uniform. And, without rollers and applied oil, blanks can exit these systems without the proper amount of lubricant required for stamping.
Stampers can resolve this issue in one of two ways: Apply stamping lubricant to blanks as they exit the blank-wash on their way to the stamping operation; or have the mill apply thixotropic oils as mill oils or prelubes—these oils can substantially reduce coating migration.
Custom Lubricants Developed Specifically for Aluminum
Metal formers stamping BIW and closure parts typically must use automotive-OEM-approved lubricants. Most of these approvals were established many years ago, and primarily represent technologies designed for effective use on steel parts. With the growth of more complex aluminum stampings, these technologies can lack some of the requirements to effectively stamp and process aluminum. For example, Fuchs recently worked with Ford to develop and approve a new blank-wash oil providing improved compatibility with the structural adhesives used to join aluminum parts. The oil contains boundary additives and other ingredients that help during the forming of aluminum yet has a much lower viscosity than traditional steel-designed blank-wash oils.
Complex body parts and advanced high-strength aluminum alloys such as those in the 7xxx series can prove difficult to form in traditional cold-forming operations. Here, stampers can opt for warm or hot forming: Heating aluminum blanks prior to forming can increase the material’s ductility by 20 to 80 percent.
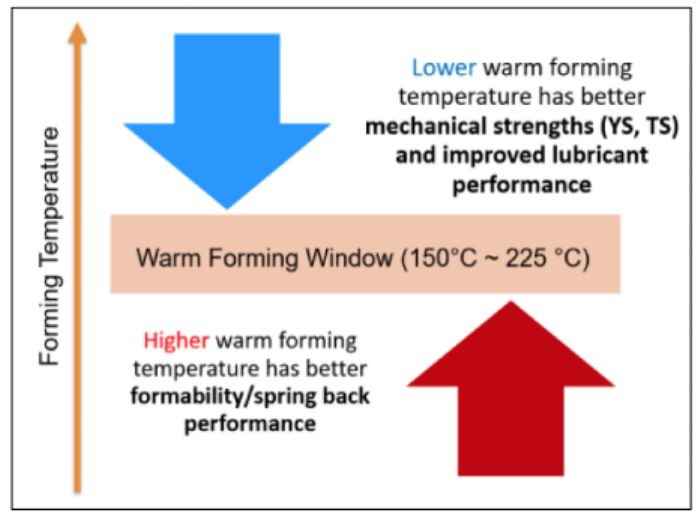
During warm forming, blanks are heated to 150 to 250 C; automotive suppliers are evaluating the process for use on aluminum closures such as inner doors, and some thinner-gauge structural parts. Stamping heavier-gauge advanced high-strength aluminum alloys, such as Type 7075, typically requires hot forming—heating blanks to even higher temperatures, 450 to 490 C. At these higher temperatures, lubricants become more susceptible to melting, which depletes performance, and to carbonization of the residue, which can make cleaning difficult.
During warm or hot forming, stampers can apply lubricant, each of which affects lubricant selection.
- Apply lubricant to the blank and submit to the oven for heating.
- Apply lubricant to the heated blank as it exits the oven and enters the press.
- Apply lubricant to the die as the heated blank enters the press.
Lubricants for Hot Forming of Aluminum
While hot forming of high-strength steels typically does not require use of a die lubricant, testing consistently demonstrates that heated aluminum blanks will not form successfully without the use of lubricants to promote sheet metal flow and to protect against friction. And, lubricants designed for use during cold forming of aluminum typically will not suffice during warm and hot forming—the elevated temperatures can melt the additives used for boundary protection, and the residues can carbonize, which makes part cleaning very difficult.
Historically, stampers have relied on boron nitride (BN) as a lubricant in warm and hot forming of aluminum, because it will not melt or carbonize at high temperatures, while providing substantial boundary properties. However, these lubricants can be quite expensive; can cause problems during post-processes, such as welding; and, in many areas BN is considered hazardous or carries concerning EHS warnings.
Newer lubricants, specifically those for hot forming, minimize BN content and replace it with inorganic ingredients. Also available are BN-free lubricants—water-based and completely synthetic. The residue remains slightly wet even after the water content evaporates. These two products provide some options besides straight BN for use in hot forming of aluminum.
Lubricants for Warm Forming
Warm forming, while a less-established process to stamp aluminum, has the attention of many OEMs and industry consortiums that are investigating its feasibility. Several studies, such as one completed in 2017 by EWI, titled, Practical Warm and Cold Forming Technologies of Aluminum Alloys for Lightweighting Structures, have demonstrated that heating blanks to 225 C will improve the formability of 6xxx- and 7xxx-series aluminum alloys. Compared to the higher temperatures used in hot forming, the lower temperatures used in warm forming can provide significant benefits. Among them:
- The lower temperatures do not generally deplete the strength of the aluminum.
- Warm forming does not require an accelerated aging process beyond paint-bake temperatures in order for the aluminum to regain strength, avoiding the need for a post-forming tempering process.
- The lower temperatures require less energy and fuel, minimizing process costs.
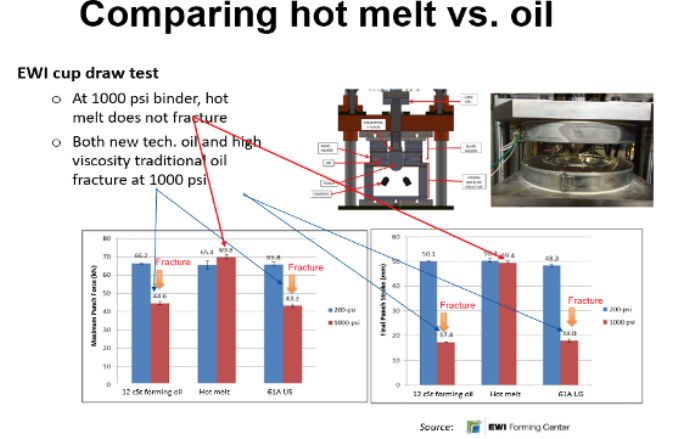
- Lubricant formulators have more ingredients at their disposal that can perform well without melting or carbonizing, including the recent development of a water-based emulsion composed of inorganic salts and synthetic lubricity additives. This lubricant has been used in warm-forming tests consisting of anisotropic pan draws of 6xxx-series aluminum alloys, stamping of rails from Type 7075 aluminum, and cup draws. The lubricant promotes lubricity, does not carbonize on parts and can be readily cleaned. Best results occur when the lubricant is applied to panels and allowed to dry prior to stamping. The drying can occur in the blank-heating oven and, when dried in the oven the lubricant will exhibit increased emissivity and even quicken the heating process. MF
Read Part One
See also: FUCHS Lubricants Co.
Technologies: Lubrication







 Often, the mill will apply a lubricant to the sheet metal, selecting from three common types:
Often, the mill will apply a lubricant to the sheet metal, selecting from three common types:
