







A Lot More to Discuss Related to Servo Press Controls
But, Heitbrink adds, there’s a lot more to talk about when it comes to servo-press control. “We’re offering stampers the ability to customize motion profiles,” he says, “compared to controls that only allow for out-of-the-box motion profiles. We have customers, for example, using the press control to develop custom force-motion profiles for unique coining, double-hit and pendulum-motion applications.”
Servo-press controls also took center stage at the Komatsu booth at FABTECH, where company vice president Jim Landowski told me:
“We always had die-height control using linear scales to feedback actual slide-face to bolster-top position. This allowed the press control to make real-time adjustments to hold die height to within 20 microns of the programmed setting. Now we’ve added tonnage control. Using the strain-gauge output, we can maintain tonnage to within percent of the programmed setting, by having the press control direct on-the-fly slide adjustments to raise or lower the die height.”
What’s next? “We’re developing the ability to make these die-height or die-cushion adjustments based on variations in material thickness or hardness,” Landowski shares. “We expect that the stamper will be able to set up equipment to measure such variables before the material enters the die. For tandem lines, the press control will oversee the required changes in shut height at each of the presses as the part transfers down the line.”
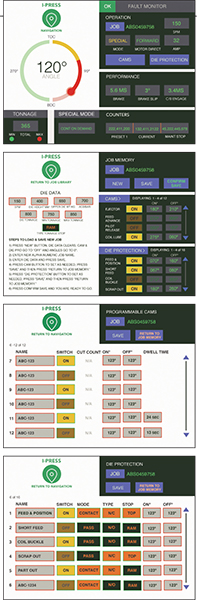
The 19-in. Touchscreen
…at the Aida booth received plenty of attention at FABTECH. The display belongs to the firm’s new DSF-series control, and was shown at the helm of a complete servo-press line developed for metal stamper Ultraform Industries. Allen Bradley Logix-based, the control offers several new features. One of them, according to Aida America product manager Shrinivas Patil: the use of virtual-angle signals to initiate transfer-system motion. 
This display belongs to Aida’s new DSF-series control, shown at FABTECH at the helm of a complete servo-press line developed for metal stamper Ultraform Industries. Allen Bradley-based, the control, offers several new features. Among them: the use of crank-angle signals to initiate transfer-system motion; three-speed step-feed control; and “smart” soft stops. Shown is the main run screen, where operators can view multiple parameters (tonnage monitor, virtual/actual crank angles, etc.) all in one place.
“We manipulate the motion-profile curve,” Patil says, “and condition it so that the transfer system can follow the press regardless of the servo-motion profile selected. This is accomplished using Aida’s proprietary software that eliminates the need for complex calculations when running transfer dies using non-uniform motion profiles. It dramatically reduces transfer-setup times and shortens the learning curve.”
Patil also echoes what others say regarding HMI-design optimization and intuitive processes. “For example, we’ve integrated tonnage monitoring onto the main display screen,” he says. “Before, the operator had to toggle the main press screen to view the tonnage-monitor curves. Now it’s all on one screen.”
Patil notes a couple of additional new features to the Aida servo-press control designed to make operators’ lives simpler: three-speed step-feed control, and “smart” soft stops.
“One of the most time-consuming and challenging tasks out on the shop floor are setup and fine-tuning of new dies,” he shares. “Specifically to help with this task, with the new control we now offer a choice of three fixed speeds when the press is in the step-feed mode.”
Using the step-feed control mode, operators can select slow, medium or fast ram speed during the initial runs of a new die, or during troubleshooting, depending on where they are in the press stroke. They might, for example, run faster at the top of the stroke and then use the slowest speed when the ram approaches the workpiece, to get a close look at angles and positions. And, should something unexpected happen, the slower you’re running the less the damage will be.
“It’s much safer, too” says Patil. “This feature allows users to prove-out new dies quickly and efficiently while minimizing the risk of accidents and die damage.”
The soft-stop feature on Aida’s new servo control is designed to prevent unnecessary nuisance press shutdowns in the event of delayed signals from sensors. “In the old mechanical world,” says Patil, “the sensor signal is either there or it isn’t. And if it isn’t, the press shuts down and the operator has to go through what often is a time-consuming restart process. Maybe the lack of a signal from the sensor indicated a real issue, but maybe the signal was merely delayed by milliseconds and the press really did not need to be completely shut off.”
Now, with the soft-start feature, if a sensor signal is lagging, rather than shut off the press the control will pause the slide at a safe position and wait for a delayed signal from the sensor. Using a preset delay period allows for the action being sensed to either occur, so the press can continue, or, if the signal doesn’t eventually come, shut off the press in a hard e-stop.
The productivity benefits of such process control can be significant, Patil notes. For starters, an operator forced to troubleshoot and restart presses due to nuisance stops—let’s say delayed scrap or part ejection, for example—may not be able to tend to more than one press.
“Or, Patil adds, “consider a press and feed setup capable of running a die at 60 strokes/min. that is forced to run at 55 strokes/min. because the feed might be lagging a fraction of a second —at the higher speed, that lag time can trigger a shutdown every few minutes. Now, with the soft-start feature, the stamper can run at top speed and if the sensor signals a feed lag, the press will just stop momentarily until the feed catches up.”
Connectivity Enhances Training and Troubleshooting
Finally, as Sutherland noted, Ethernet and VPN connectivity create a clear path to improved troubleshooting. “As long as the customer connects the control to its network, we can log in and help diagnose anything that might be happening with the overall line,” Patil explains. “Often, by the time a service-tech arrives onsite he can have a report from us telling him what to look for, and in what order he should perform certain diagnostic checks. Ethernet connectivity also lets us conduct remote training. We can communicate with the operator right on the shop floor as he seeks to fine-tune a program, for example. This saves valuable time during setup and helps improve OEE.” MF
View Glossary of Metalforming Terms
See also: Nidec Press & Automation, Rockwell Automation, Komatsu America Industries, LLC Press Technology Division, Sutherland Presses Inc., Aida-America Corp.
Technologies: Pressroom Automation, Sensing/Electronics/IOT
Comments
Must be logged in to post a comment. Sign in or Create an Account
There are no comments posted. Pressroom Automation
Pressroom AutomationCatalog: Pneumatic-Thruster and Rodless Linear Slides
Tuesday, October 1, 2024
Motion Industries Names Esposito Group VP for Motion Automat...
Tuesday, January 2, 2024
 Pressroom Automation
Pressroom AutomationConveyors—Four Steps for Maximizing Performance and Minimizi...
Mike Hook Thursday, July 27, 2023
 Stamping Presses
Stamping PressesMetal Forming Strategies for Overcoming Economic Crises
Stephan Robertson Tuesday, May 19, 2020