Among conference technical presenters is Mike Austin, director of manufacturing engineering at Diversified Tooling Group, and with several years of experience developing processing parameters for hot stamping. Charged with ensuring repeatable processes at the firm’s hot stamping production line, Austin will discuss how austenitization and martensitic phase transformations for boron steel are managed, and he’ll address how the firm controls related aluminum-silicon coatings.
“Hot stamping of heat-treatable boron (or other) alloyed steel sheet metal is a mature process that creates complex structural stamped parts in the ultra-high-strength category for automotive, truck, farm-implement and other applications,” Austin says. “Two processes—heat treatment and hot forming/stamping—are combined into an integrated process at the hot stamping press cell.”
Ensuring that the desired mechanical and metallurgical properties result from the process requires a highly controlled two-step heat-treatment process: austenitization and quenching. Austin explains that although most stampers readily see and grasp the concept of how to control the process to achieve geometric physical objectives with the part, many lack the commercial heat-treatment background or capabilities for tightly controlling the two-step process and integrating it into the hot stamping process.
Addressing this challenge, he says, has fallen to the Automotive Industry Action Group (AIAG), which previously issued standard CQI-9 governing general heat-treatment requirements, and a substandard, “Special Process: Heat Treat System Assessment,” for determining if specialized automotive heat-treatment process equipment and systems can meet unique process quality requirements.
“These general standards cover all types of commonly used heat-treatment processes and address tasks such as temperature measurement (thermocouples, pyrometry), system testing (accuracy and temperature uniformity), and controlling time and atmospheric conditions,” Austin says. “Process Table 1 in the standard (updated in June CQI-9 Fourth Edition) addresses the hot stamping process.” The table, titled “Dry Contact Press Hardening,” provides direction on process and test equipment, quench process parameters, the use of pyrometry, process monitoring and more.
While Austin will not attempt to cover the broad topics included in AIAG CQI-9 or the hot stamping process table, he will discuss how to effectively use a hot stamping press cell and related heat-treatment system meeting AIAG CQI9 standards. Among the topics covered:
- How to establish minimum/maximum austenitizing temperatures and times
- Typical hot stamping issues with austenitization
- Balancing thorough austenitizing with excessive coating growth
- Typical austenitizing process windows
- Atmospheric control—typical issues
- Obtaining repeatable blank temperatures prior to forming
- Forming velocity and its impact on quench rate and formability
- Determining minimum quench force and time
- Quench-variation detection and control
- Developing quench-force process windows.
Process Design and Simulation
As noted, metal formers face unique challenges when it comes to developing tooling for hot stamping, as new materials continue to enter the picture, and part size and complexity tend to increase. Consequently, design and simulation software take on rapidly elevated roles in ensuring the rapid and cost-effective development of new programs. Covering this critical topic: Kidambi Kannan, engineering manager at AutoForm Engineering, who will discuss recent advances in engineering and simulation technology related to hot stamping.
Discussion points include:
- Part-property tailoring technologies: “To meet the requirements of safety-relevant body parts, partial hot stamping increasingly is used in the automotive industry,” explains Kannan. “One approach to achieving tailored properties on hot-stamped parts is based on controlled cooling of the blank prior to forming and quenching. I will review the outcomes of a collaborative investigation on this topic by Mercedes-Benz, Gedia and AutoForm.”
- Phase-dependent characterization of press-hardenable steels: “Ductibor 1000 AS is a second-generation AS-coated press-hardening steel compatible with the direct hot stamping process,” Kannan explains. “It offers a good compromise between strength and crash ductility, with excellent local ductility in bending at a tensile strength level of 1000 MPa. However, this material has different flow behavior, final hardness and phase transformations as compared to 22MnB5. I’ll discuss the development and validation of a dedicated material card for this material, capable of predicting the final phase fractions, hardness and tensile strength.”
- Handling of tribology in press hardening: “Metal formers often take for granted the influence of friction in the outcomes of cold stamping processes,” Kanan says, “and sophisticated tribological models are available to account for this in simulation. I will present the development, application and validation of an advanced friction model for press-hardening processes, based on a collaborative project between AutoForm, Tata Steel, Volvo Cars and Germany’s Institute for Forming Technology and Lightweight Components.”
- Press hardening/strengthening of aluminum alloys: “Heat-treatable aluminum alloys also can be press hardened,” Kannan says, “but with the thermal expansion of aluminum alloys being about twice that of steels, forming and quenching process parameters must be carefully optimized to eliminate distortion of formed panels.” Here, Kannan will discuss collaborative work between Impression Technologies Limited and AutoForm toward validation of simulation capabilities, and the results of a study on the influence of forming and quenching process parameters on panel distortion.
- Lastly, Kannan’s presentation includes a brief overview of emerging simulation technologies related to die spotting and tool wear in hot stamping applications.
Case Studies: fischer Group and WorldAutoSteel
 Providing a case study of hot forming of high-strength aluminum is a duo from Tier One metal former fischer Group. Its new state-of-the-art production plant in Achern, Germany, has opened new possibilities in the design and construction of complex, high-strength, lightweight-aluminum components. Reporting on its progress for conference attendees: business-development managers Marc Schweizer and Thorsten Junge.
Providing a case study of hot forming of high-strength aluminum is a duo from Tier One metal former fischer Group. Its new state-of-the-art production plant in Achern, Germany, has opened new possibilities in the design and construction of complex, high-strength, lightweight-aluminum components. Reporting on its progress for conference attendees: business-development managers Marc Schweizer and Thorsten Junge.
“High-strength 6000- and 7000-series aluminum alloys offer the opportunity for weight reduction in the automotive industry as well as other industries forming aluminum sheet,” says Schweizer. “Until now, the production of automotive body-in-white components from these materials using conventional processes has been possible only to a limited extent. We’ve recently introduced aluminum hot forming using the hot-form quench (HFQ) process, with great success.”
The process comprises three main steps: solution annealing of the shaped blank at 450-550 C; rapid forming and simultaneous quenching of the component in the forming tool; and artificial aging at 180-200 C to achieve the final mechanical properties. Using the process to form 6000-series alloys results in tensile strengths exceeding 390 MPa, the duo report, and for 7000-series alloys material strength can exceed 560 MPa, while delivering tight tolerances with very high repeatability.
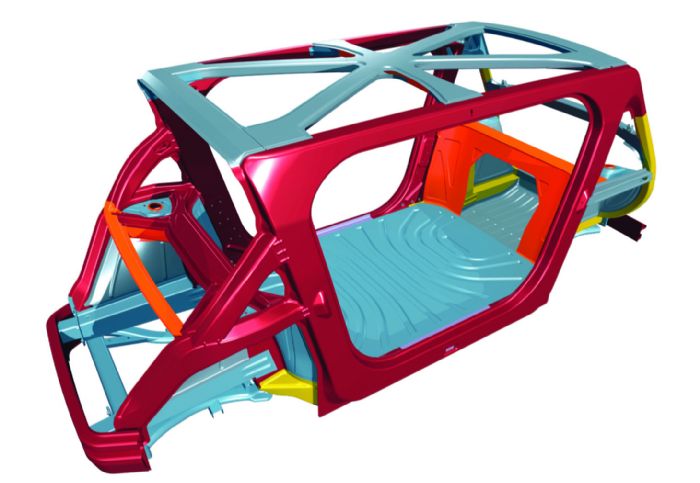
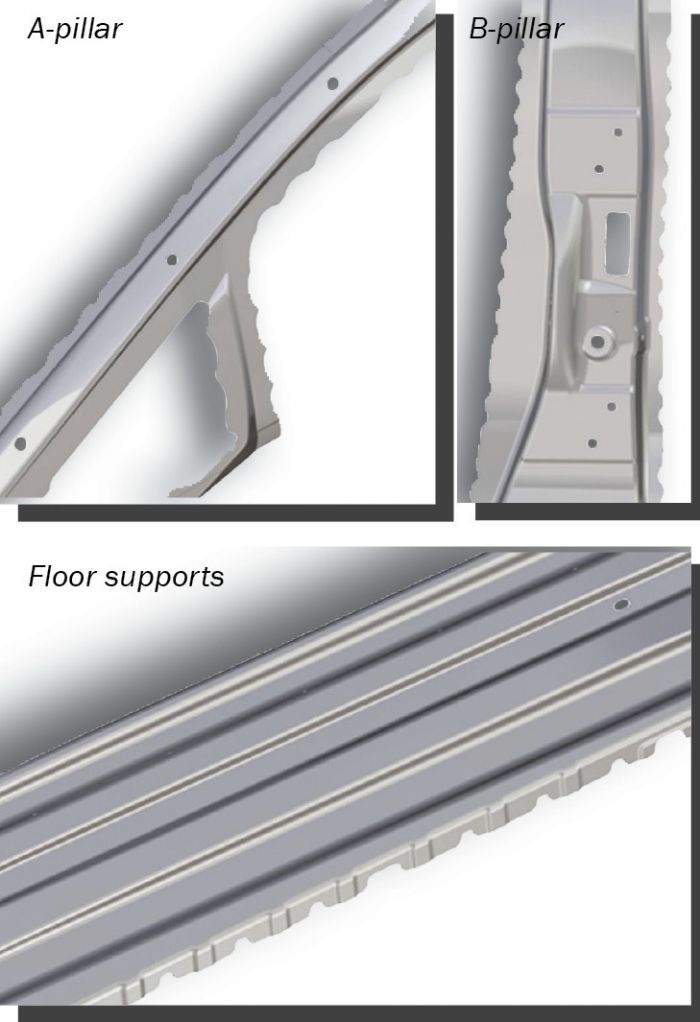
Other important applications for the hot stamping process come into play as automotive engineers turn their attention to the development of ride-sharing vehicles that, in the not-too-distant-future, promise to challenge stampers to take on newer and even higher-strength steels. This comes to light in the just-released Steel E-Motive fully autonomous electric-vehicle body structure concept. Developed by WorldAutoSteel, the resulting structure consists of 33-percent press-hardened steel, achieving an average body-structure tensile strength of 1259 MPa. Steel E-Motive’s materials applications include 66-percent steels with ultimate tensile strengths of 1000 MPa or greater. Leveraging this impressive materials portfolio, Steel E-Motive achieves a body-structure mass of 282 kg., 25 percent lower compared to benchmark vehicles of a similar volumetric footprint.
This presentation, by WorldAutoSteel technical director George Coates, will take a deep dive into the most significant applications for hot stamping that contribute to the overall success of this 3-yr. project, including innovative features such as a press-hardened glance beam, stamped from 1500-MPa steels. In addition, the concept vehicle features a door ring fabricated from a tailor-welded blank of various press-hardened steels, with A- and C-pillars directly aligned with front and rear occupants’ seating positions.
And, last but not least, just prior to heading over to the GNS facility to see hot stamping production lines in operation, GNS North America vice chairman and CEO Michael Alcala joins GNS North America vice president of engineering and product development Jason Blust to explain to attendees the firm’s long and stellar history of engineering, developing and executing hot stamping projects on a grand scale.
Anyone looking to keep their arms wrapped around this exciting and fast-evolving process surely will come away with a bucket-full of knowledge. Learn more and register to attend. �MF
Industry-Related Terms: Alloys,
Bending,
Blank,
Case,
Center,
Die,
Ductility,
Form,
Forming Tool,
Forming,
Hardenability,
Hydraulic Press,
Lines,
Model,
Quenching,
Tensile StrengthView Glossary of Metalforming Terms
See also: AutoForm Engineering USA, Inc.
Technologies: Materials, Software, Stamping Presses







 So, what’s on tap for the 2023 event, which runs November 29-30 in Holland, MI? In all attendees will enjoy six technical presentations and a networking reception, followed by a plant tour of the Holland facility of GNS North America, a Tier-One supplier of primarily hot-stamped steel components for the automotive industry.
So, what’s on tap for the 2023 event, which runs November 29-30 in Holland, MI? In all attendees will enjoy six technical presentations and a networking reception, followed by a plant tour of the Holland facility of GNS North America, a Tier-One supplier of primarily hot-stamped steel components for the automotive industry. 
 Event
Event
