





Pneumatic Press Punches Tin Caps for EEG Equipment
April 1, 2010Comments
In the early 1980s, Electro-Cap Intl., Eaton, OH, became the first company
to develop and market a cap for EEG (electroencephalogram) measurements—a technique for studying electrical current within the brain. The firm, founded in 1984 in Dallas, TX, moved to Ohio in 1988 after being acquired by Jim and Nelson Hardin.
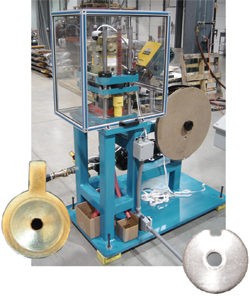
Electro-Caps fit most commercial topographical EEG equipment, in sizes ranging from newborns and premature babies to adults. They comprise an elastic spandex-type fabric with recessed, pure tin electrodes (see photos) attached to the fabric, and find use for EEG monitoring applications such as anesthetic, oxygen adequacy, electrical activity and cerebral perfusion. Electro-Cap also makes custom caps with anywhere from two to 256 electrodes for special research and clinical applications.
Late in 2007, the company reduced its labor content by half and increased production capacity when it automated a key manual process using a metalforming system anchored by a 3-ton pneumatic press. It had als punched the tin electrodes for the caps by hand, feeding material manually and moving parts by hand from station to station.
| Great Designs in Steel, May 5 |
The firm produces two parts with different-size hole diameters and a slightly different contour, but stroke length and feed length remain the same. The automated solution eliminated any manual movement of parts and quickened die changes. Manually producing the electrodes, of 0.050-in.-thick tin sheet, two operators worked an 8-hr. shift to make 400 parts apiece. With its pneumatic press, the firm can produce 800 parts in 30 min., and Electro-Cap has the capacity to make 3000 electrodes/day if needed, without adding labor.
The pneumatic press supports part quality in two s. Instead of a framework, guide posts with bushings align ram movement, the die and other key components for accurate parts production. Plates designed with low deflection characteristics comparable to that of a crankshaft-driven press also optimize accuracy.
Operating 3 hr./day, 5 days/week, Electro-Cap reports little to no maintenance has been required for the press and dies. Remote flow control, a recent technology development, allows the press operator to control ram speed and prevent tearing or marking the workpiece material and preserve the surface quality of the part. The ability to control ram speed also reduces noise level and impact force on the die and equipment.
Control of stroke and ram also gives the stamper versatility. Full tonnage is available through the entire stroke, and the stroke can be controlled so that the ram cycles down to strike the material as quickly or as slowly as the application requires. At Electro-Cap, when the ram cycles on top and stops, a signal initiates the feed. When feed is complete, the ram receives a signal to cycle, and when the ram cycles back to top, the sequence is repeated.
Airam: 937/473-5672; www.airam.com
View Glossary of Metalforming Terms
See also: American Iron & Steel Institute, Airam Press Co. Ltd.
Technologies: Stamping Presses
