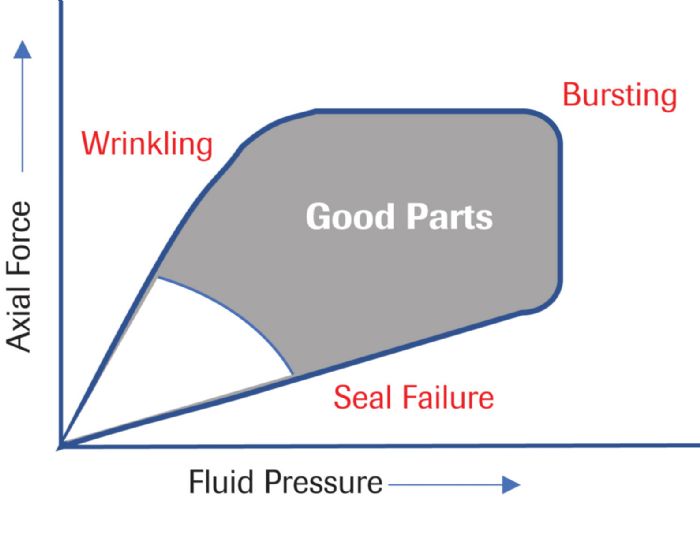
Further, without compression from the tube ends the internal pressure needed for tube expansion also would lead to thinning. In contrast, insufficient internal pressure results in wrinkling of the tube wall during axial compression (see the accompanying figure showing the balance between axial force and fluid pressure).
The internal pressure profile plays an important role in determining product characteristics. One approach is to use high-pressure hydroforming (HPH) where a hydroforming die fully closes on the starting tube before it fills with fluid. With no internal resistance present, the die crushes the tube walls in some areas, while the cross-sectional corners are farther away from the die cavity. As pressure increases, the regions in contact with the die have limited movement and, therefore, do not thin or strengthen from work hardening. However, adjacent regions are free to move, leading to strain concentrations. The greatest stretching occurs in the corners where the high pressure forces the tube material to reach the corners, thus strengthening and thinning those regions. For parts having a minimum thickness requirement, counteracting the corner thinning may require starting with a thicker tube. The HPH process, because it creates stretch deformation, is sensitive to the n-value of the starting tube as well as the changes occurring during forming.
Corner radii, n-value and thickness uniformity are not issues in the related pressure-sequenced hydroforming (PSH). Here, increasingly pressurized fluid fills the tube as the die closes, providing internal pressure to resist crushing and other surface deviations. The die-closing action further augments the fluid pressurization. Expansion occurring simultaneously throughout the tube minimizes localized thinning so that final wall thickness is close to that of the starting tube.
Certain product features can limit the feasibility of using tube hydroforming. For example, axial compression works only if the pre-bent tube and the targeted part shape have only a limited number of bends. Tighter bend radii generate higher strains on the outer surface from geometry alone, and while pre-bending helps, this operation consumes some of the inherent formability of the initial straight tube. The hydroforming pressure increases in direct proportion with the component’s smallest radius, leading to potential tradeoffs between design and equipment capabilities.
Sheet Hydroforming (SHF)
Replacing the rigid punch of conventional stamping with a flexible fluid allows sheet metal to stretch uniformly during SHF. The process begins with a sheet metal blank inserted into a hydroforming machine, where fluid pressure deforms the sheet and forces it onto a die having the targeted geometry. The surface in contact with the fluid retains its starting surface quality as abrasion by a tool surface never occurs. SHF yields a tooling cost reduction as the fluid replaces either the male or female die.
SHF can provide greater formability than conventional stamping, which may create thinning and splitting near the punch shoulder and die radius. In contrast, SHF stretches the sheet more uniformly, delaying localized thinning and minimizing the high strain peaks associated with necking and fracture. With the sheet in contact with only one tool surface during SHF, the part experiences reduced friction.
Formability further improves when applying a pulsating load, where the pressure oscillates between low and high values. This incremental forming approach works in both THF and SHF applications to create a more uniform wall thickness while avoiding excessive bulging or wrinkling. MF
Industry-Related Terms: Blank,
Brass,
CNC (Computer Numerical Control),
Corner,
Die,
Forming,
Piercing,
Surface,
Thickness,
Work Hardening,
WrinklingView Glossary of Metalforming Terms
See also: Engineering Quality Solutions, Inc., 4M Partners, LLC
Technologies: Stamping Presses







 THF begins with a hollow, cylindrical tube processed through a CNC bender to produce the approximate targeted shape. Once in the hydroforming machine, this pre-bent tube is pressurized with fluid to bulge the tube outward until it meets a die that provides the final shape. Constrained tube ends contain the fluid, and often allow for axial compression of the tube ends during pressurization and forming.
THF begins with a hollow, cylindrical tube processed through a CNC bender to produce the approximate targeted shape. Once in the hydroforming machine, this pre-bent tube is pressurized with fluid to bulge the tube outward until it meets a die that provides the final shape. Constrained tube ends contain the fluid, and often allow for axial compression of the tube ends during pressurization and forming. 
 Video
Video