The firm has its senses tuned to react to new challenges which seem to come daily—electrification, lightweighting, new steel and aluminum grades, reduced lot sizes, shortened lead times, and, of course, workforce and supply-chain hiccups. And, the Kirchhoff Automotive management team knows that a commitment to workforce development, along with equipping its plants with the latest metal forming and automated welding technology, clears the path to continued success.
The firm has its senses tuned to react to new challenges which seem to come daily—electrification, lightweighting, new steel and aluminum grades, reduced lot sizes, shortened lead times, and, of course, workforce and supply-chain hiccups. And, the Kirchhoff Automotive management team knows that a commitment to workforce development, along with equipping its plants with the latest metal forming and automated welding technology, clears the path to continued success.Committed to Servo Presses
 On the Tecumseh 400,000-sq.-ft. plant floor, one-third devoted to stamping including 14 press lines, toolroom and die storage, Forquer eyes servo press technology as providing a sizable competitive advantage, particularly for forming advanced high-strength steels, and the facility has commissioned six new servo presses since 2017. In all the facility boasts 14 presses, from 250 to 1650 metric tons, including two new 1650-ton servo presses. The facility produces an average of 50 million stamped parts annually.
On the Tecumseh 400,000-sq.-ft. plant floor, one-third devoted to stamping including 14 press lines, toolroom and die storage, Forquer eyes servo press technology as providing a sizable competitive advantage, particularly for forming advanced high-strength steels, and the facility has commissioned six new servo presses since 2017. In all the facility boasts 14 presses, from 250 to 1650 metric tons, including two new 1650-ton servo presses. The facility produces an average of 50 million stamped parts annually.
Ensuring that the pressroom runs as smoothly as possible falls on the shoulders of plant manager Eric Czarniowski, who took the reins in mid-2020 after a lengthy and successful stamping career at an automotive OEM. Along with his newly formed management team consisting of experts in maintenance, manufacturing operations and engineering—"a team with staying power,” he says—Czarniowski already has led the charge to improve the days-on-hand flow to customers and using the plant’s new servo-press technology to improve throughput and quality.
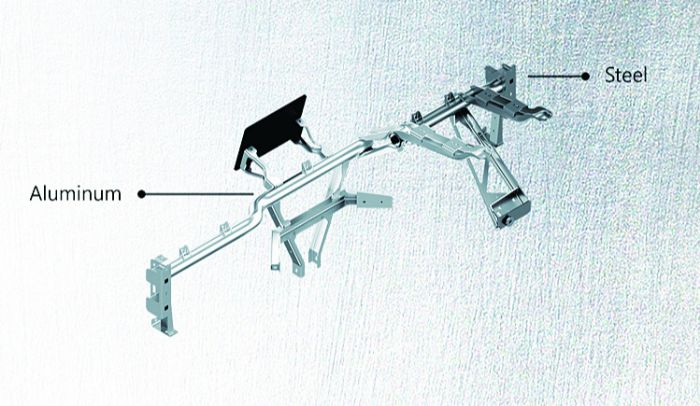
A core competency of Kirchhoff Automotive is developing and producing lightweight yet crash-proof complex metal and hybrid structures for body-in-white and chassis. And, this work continues with the move to EVs, where the lack of an engine block typically means a shorter front end. That has the firm’s design and manufacturing teams working on new crash-management systems (CMS), which Kirchhoff Automotive showcased recently at the IAA (Internationale Automobil-Ausstellung, or International Automobile Exposition) 2021 event held last September in Munich, Germany.
As noted in an internal enewsletter article, the CMS developed by Kirchhoff Automotive for the new BMW iX (i20) electric SUV weighs just 26 kg and features a novel crossmember design constructed from two horizontal webs and a front and rear cover plate, notably different than a more conventional deep-drawn hat-shaped crossmember and a strike plate. To assemble the new sections, the firm calls on a hybrid arc- and laser-welding process and uses seam tracking to help ensure accurate laser-beam positioning. This work kicked off at the firm’s plant in Iserlohn, Germany, in July 2021. Forquer describes yet another core competency for Kirchhoff Automotive: edge welding using the gas-metal-arc or laser-welding process, which, he explains, the company developed originally to allow for shorter flanges and more robust weld joints on cross-car beams, and now uses to fabricate battery cases, bumpers and CMSs. “We have some proprietary processes for bringing our stamped parts into our welded assemblies,” Forquer shares, “to ensure that we optimize edge-welding conditions. And, we have welding Ph. D.s on staff to ensure that we’re ahead of the curve, particularly with welding of new materials. In fact, we recently were awarded an ultra-high-strength B-pillar programs, stamping and welding 3rd Gen steels.” |
 Detailed in a description of its exhibit at the show, key features of its innovative new CMS include:
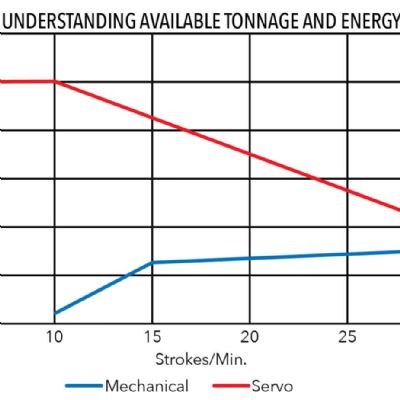
Detailed in a description of its exhibit at the show, key features of its innovative new CMS include:“By using the pendulum motion profile of our servo presses,” Czarniowski says, “we’ve significantly increased the run rates of several of our tools. And, I think there are probably several more tools where we can make similar improvements. We’re focused on working with a few key operators on the floor to teach them the process, starting with the presses themselves and then looking at the transfer systems and other automation.”
Training the Pressroom Crew
Czarniowski has been working closely with Forquer and the rest of the Kirchhoff management team to continue to acknowledge the needs of its UAW workforce—some 500-plus—to better understand how to work to the guidelines prescribed within its Kirchhoff Automotive Production Systems (KAPS) program.
“We’re committed to building trust and stronger relationships between management and the workers on the floor,” adds Forquer, “which we believe will come with our growing commitment to training and investing in our employees. One key to that is our recent investment in the METALFORM EDU series of online training modules from the Precision Metalforming Association (PMA). Our HR team is hard at work identifying opportunities to use the 37 PMA-exclusive courses and more than 650 courses in other areas, including blueprint reading, SPC and lean manufacturing, to take our operations to the next level.”
Back out on the pressroom floor, a key area of focus for Czarniowski and his team has been on reducing changeover times. Here, “slugs are the enemy,” he says. “We have more than 300 dies that we run regularly here, and slugs consistently remain the enemy as we continue to improve our ability to direct slugs down the scrap chutes—located now in the center of the bolsters as well as at the ends—so that we’re not spending time cleaning slugs from bolsters between changeovers.”
Another area of focus, Czarniowski adds: “Lubrication, ensuring that we don’t over-apply lubricant that requires excess clean-up time between die changes. Here we’ve implemented password-protected settings on our spray systems. In addition, we’re developing standard practices as well as die-specific process recipes for our operators to follow so that they know what to expect once a die is in place, regarding stop-block height, tonnage readings and the like.”
As a result, Czarniowski notes that the pressroom has significantly reduced die-change times, “and that’s without leveraging automation. We’ll invest in that technology once we’ve realized every possible opportunity to improve our procedures.”
Finally, the plant recently insourced nearly all of its die-maintenance work by investing in three new CNC machines (two new milling machines and a new wire-EDM machine), to make its maintenance schedules more predictable.
Standardized Weld Cells Foster Flexibility
While the Tecumseh facility also welds plenty of its stampings, thousands of stamped parts make their way upstate a few miles to the firm’s relatively new welding facility in Lansing. Commissioned in 2015, this BIW-welding facility initially tooled up to work on the Camaro, and in 2017 it also took on the GM C1Y platform—Chevy Traverse and Buick Enclave. Plant manager Missy Smith oversees the facility’s 25 arc- and resistance-welding cells, many of them robotic, designed over four standard layouts to quickly adapt to handle some 80 finished-good assembly/subassembly part numbers.
“With our four standard cell configurations,” Smith says, “we quickly can adapt them for new programs and product configurations. This particularly helps as we take on more BEVs, which might only require annual production volumes of 50,000. Here our flexible yet standard cells allow us to start a production run in one or two cells and then add cells as volumes ramp up over time.”
Workforce Development Critical
Just as at Tecumseh, Smith works closely with union leadership on workforce-development initiatives, including a newly formed apprenticeship program developed using a committee comprising herself, the plant’s maintenance and human-resource managers, and two from the skilled-trades ranks. Developed through the Michigan Department of Labor and Lansing Community College, two individuals already are enrolled in the program.
 At the same time, Smith exudes pride when discussing recent efforts to optimize worker safety, noting the plant recently passed the 3-yr. mark without a recordable lost-time incident.
At the same time, Smith exudes pride when discussing recent efforts to optimize worker safety, noting the plant recently passed the 3-yr. mark without a recordable lost-time incident.
“That’s because we’re proactive when it comes to safety, not only reactive,” she says. “Every employee out on the floor is tasked with completing two ‘safety observations’ per month, randomly observing work centers and looking for any safety-related issues, such as failure to wear PPE or lack of sufficient guarding. They then interact with the team, congratulate them on a job well done or suggest changes on the spot.”
Any significant safety-related changes then are entered into the Kirchhoff Automotive global best-practices database, called Go Bench. “We use Go Bench,” explains Forquer, “for cross-facility benchmarking—any competitive advantage or process development/ eureka moments that we have anywhere in the company reside in this global database. These process enhancements then become available to anyone on our engineering team anywhere in the world. And, if our management team labels a process enhancement as a global standard, every facility must budget to implement that process to improve their performance.”
Quality Record Enhanced, Too
 In addition to her plant’s impressive safety performance, Smith also points to another recently enhanced key-performance indicator—quality.
In addition to her plant’s impressive safety performance, Smith also points to another recently enhanced key-performance indicator—quality.
“We of course have scorecards with the customers,” says Smith, “and also are proactive here. We worked with the management team at Tecumseh and developed what we call the Operational Quality System Enhancement Audit. This audit comprises 11 or 12 questions that our salaried people ask at each work center on the floor, and can be completed in just 15 to 20 min. The goal is to ensure that all of the operators understand their process and work instructions, and help us identify any gaps. It’s really helped to develop the teams out on the floor, and it also gets our management team to interact more with the teams on the floor.
“We presented this program to our supplier quality engineer at our customer,” adds Smith, “and he loved it. We also added it to Go Bench and all of our other U.S. and Canadian plants now conduct these same audits.” MF
View Glossary of Metalforming Terms
Technologies: Stamping Presses