







 |
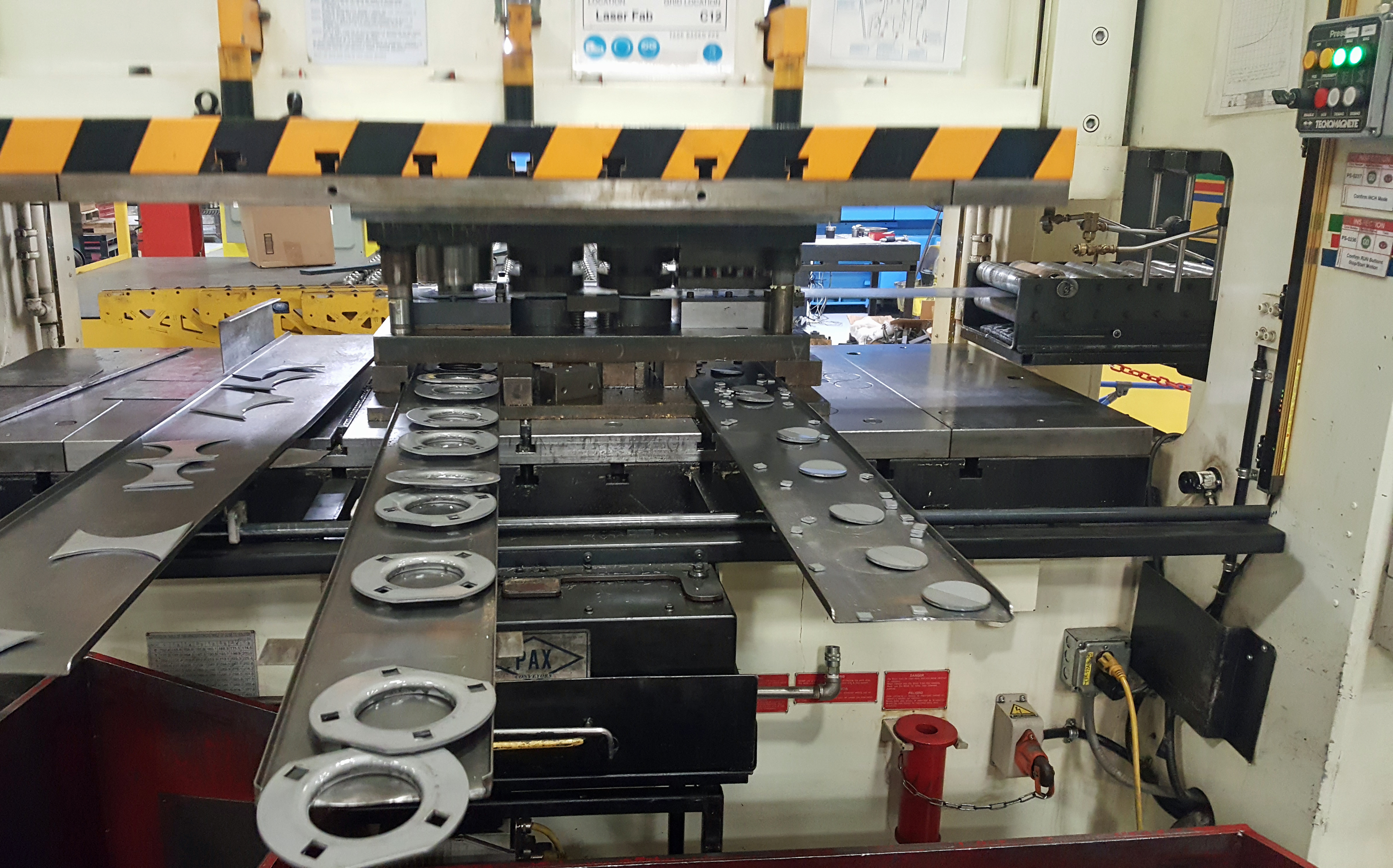
| One of six stamping presses supplying stamped parts to CNH assembly lines is this 200-metric-ton Aida servo press, equipped with a Tecnomagnete magnetic die-clamping system. Green lights on the system’s control panel (top right) indicate proper clamping. Here, the servo press forms bearing housings from 0.157-in.-thick hot-rolled Type A1011 steel at 53 strokes/min. |
The WCM agenda calls for single-minute exchange of dies (SMED), the Japanese-born lean concept calling for production-changeover times measured in the single digits (less than 10 min.) Messner notes that the pressroom is right there.
“We’re getting dies in and out of the servo press in about 10 min., with last-part to first-part times in the range of 20 to 30 min.,” he says. “This is a 50-percent improvement for every changeover, which has had a huge impact on productivity.”
More on Magnetic Clamping
The Tecnomagnete Stamp Tec setup is a round-pole bi-mag clamping system that, says company literature, “eliminates the resin previously used in all square-pole products.” Magnet clusters, says Messner, are embedded in 2-in.-thick steel plates that bolt to the press ram and bolster. (The shop tested the system on the ram plate of another press, a 165-ton standard mechanical press, before installing it on the ram and bolster of the servo press).
During a die change, proximity sensors on the top and bottom magnetic plates sense when the die is in proper position. The operator then initiates the ram to come down to touch the top die half, turns a key and presses a button on the control panel to activate the magnets and secure the die sections. All of this control is integrated into the press control—any interruption in the magnetic circuit automatically shuts the press down.”
The magnetic setup, Messner explains, is a universal process that easily adapts to the shop’s dies. Dies are changed using a fork truck; a dedicated die cart maneuvers larger dies around the pressroom.
Helping orient the dies in the press are locating plates installed on the bottom die half, to corner the die on the press bed. “This helps to standardize the die-change process,” Messner explains, “and helps our technicians get in and out of the press as quickly as possible.”
Accommodating Gas Springs
Another task the shop had to complete to accommodate the die-change system: adding nitrogen-gas springs to about 20 of the dies that run in the servo press.
“A lot of our dies were using the air cushion in the older press,” Messner adds. “With the magnetic bolster plate, we had to change those dies over to gas springs. Then, we had to be sure to account for the added die height with the press.” MF
View Glossary of Metalforming Terms
See also: Aida-America Corp., Tecnomagnete, Inc.
Technologies: Tooling



 Podcast
Podcast