






Tungsten Contamination
Another common pitfall associated with GTAW is contamination of the tungsten electrode during welding. Suspect this condition if the weld puddle appears dirty, the filler rod does not join or melt smoothly into the weld puddle, or the arc becomes erratic.
|
Repairing metal-stamping dies and tooling using gas-tungsten-arc welding requires extraordinary manual dexterity, attention to detail and an understanding of metallurgy that goes beyond most other welding applications. Even then, success is not guaranteed. Here are some tips to help ensure success.
|
The electrode can become contaminated if the welder inadvertently touches the tungsten electrode to the workpiece or weld puddle. To avoid this, the welder should adjust the angle of the torch and move it farther a from the workpiece. If the power source requires use of the scratch-start method to initiate the arc and tungsten contamination continues to be a problem, consider using a machine with the ability to perform a high-frequency or lift-arc start.
Another cause of tungsten contamination is touching the filler rod to the tungsten—the only solution to this problem is more practice to improve the operator’s skill level in feeding the rod into the weld puddle. And, in certain cases, inadequate shielding-gas flow, including lack of post-flow shielding after welding has stopped, can cause tungsten contamination. A rule of thumb: Maintain a shielding-gas flow rate of 10 to 20 ft.3/hr., and a post-flow of around 1 sec. for every 10 A of weld current used. If the tungsten turns from its normal color of light gray to a shade of purple or black, you’ll need to increase post-flow time.
Maintain Focus, Stability
In addition to causing various weld-puddle troubles, contaminated tungsten also can cause an unstable arc. To remedy this problem, remove the tungsten from the torch, clip the end and regrind it. An important rule to remember: Als grind the tungsten lengthwise, not circumferentially since this creates ridges on the electrode and will lead to an erratic or wandering arc. Also, grind a taper on the tungsten that spans a distance no greater than 2.5 times the electrode diameter. For example, a 1⁄8-in.-dia. electrode would have a taper 1⁄4 to 5⁄16 in. long. Lastly, use a grinding wheel specially designed for grinding tungsten, to avoid further contamination.
Weld-puddle troubles also emanate from welding with an excessively long arc—the arc becomes unstable and wanders offline from the weld joint. Here, the welder should shorten the arc by moving the torch and tungsten closer to the workpiece, but taking care not to touch it with the electrode.Dirty base materials and insufficiently pure shielding gas can cause an unstable GTAW arc, so welders must remember to wipe workpiece materials free of oil, dirt or debris, and, when necessary, use a wire brush to clean the materials—particularly aluminum alloys—before welding. Shield the welds using pure argon; in some cases, a mixture of argon and helium will suffice, but minimize the amount of helium for best results. Shielding gas should flow at a rate of 10 to 20 ft.3/hr.
A final means to remedy arc-starting trouble is to ensure that the ground clamp is secure and check for and replace loose or damaged cables. Keep torch and work cables as short as possible, yet long enough to reach the work area, and place them close together. Check that all power cables have been installed according to the power-source manufacturer’s recommendations.
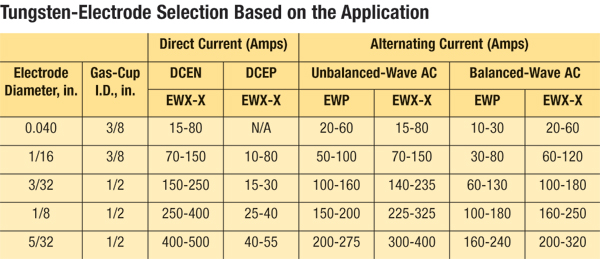
Tungsten Selection
Tungsten alloys are not created equal. When welding at low amperages, select a 2 percent ceriated tungsten. This electrode type provides good arc starting at low amperages, and can be used for AC and DC welding of carbon or stainless steels, nickel, aluminum and titanium alloys. The same is true for 1.5 percent lanthanated tungsten electrodes.
For higher-current applications or for low-amperage AC applications, a 2 percent thoriated tungsten electrode provides good arc starting. Note: Thorium is radioactive, so welders must follow manufacturer’s warnings, instructions and the Material Safety Data Sheet for its use. MF
View Glossary of Metalforming Terms
See also: Weldcraft
Technologies: Welding and Joining

