Tips for Improving Gas-Tungsten-Arc-Welding Productivity
March 1, 2010Comments
While extremely versatile, gas-tungsten-arc welding is not als easy to perform. Follow the five tips offered here to optimize your likelihood of success.
 By its very nature, gas-tungsten-arc welding (GTAW) is a relatively slow process. But it also is a very versatile one. In fact, it can be used to weld more materials than any other process, even exotic and heavier alloyed metals. It’s also ideal for thin materials, as it results in a relatively low amount of heat input, to prevent burnthrough. Plus, no matter the application, when performed properly GTAW can provide extremely high weld quality.
By its very nature, gas-tungsten-arc welding (GTAW) is a relatively slow process. But it also is a very versatile one. In fact, it can be used to weld more materials than any other process, even exotic and heavier alloyed metals. It’s also ideal for thin materials, as it results in a relatively low amount of heat input, to prevent burnthrough. Plus, no matter the application, when performed properly GTAW can provide extremely high weld quality.
Achieving such positive results, however, isn’t als easy—success is as much a matter of training and practice as it is simple patience. Fortunately, arming yourself with a few tips along the can help you greatly improve the effectiveness of the process. After all, you don’t want an already slow welding process to become even slower.
Tip #1: Invert the Process Using an inverter power source is one of the first steps a metalformer can take to improve GTAW efficiency. Inverters operate by switching high-voltage low-amperage alternating current (AC) into direct current (DC) back and forth at a very high rate of speed—up to 50,000 times/sec. The overall result is a smooth arc that provides consistent welding performance.
Using an inverter power source is one of the first steps a metalformer can take to improve GTAW efficiency. Inverters operate by switching high-voltage low-amperage alternating current (AC) into direct current (DC) back and forth at a very high rate of speed—up to 50,000 times/sec. The overall result is a smooth arc that provides consistent welding performance.
Inverters also have frequency controls that allow the welder to determine the length of time that it takes the unit to complete one full current cycle (the combined time spent on electrode positive and electrode negative), and to adjust the frequency from 20 to 400 Hz. (Note: transformer-based power sources only produce an output of 60 Hz, the same frequency that comes from a wall power receptacle). The inverter’s frequency feature helps improve welding efficiency by narrowing the focus of the arc, creating a narrow weld bead and minimal heat-affected zone (HAZ). With this feature, welders will spend less time and consume less filler metal completing each weld. And, a smaller HAZ minimizes the likelihood of burnthrough and the need for rework—a definite cost saver in any welding application. Inverters also feature a balance control, which allows the welder to adjust how long the current spends in each part of the AC cycle—particularly useful when welding aluminum. He can adjust the balance control more toward the electrode-positive portion of the cycle, which helps to remove the oxide layer on the aluminum workpiece (referred to as “cleaning action”), or more toward the electrode-negative portion of the cycle, which increases weld penetration and travel speed. Tip #2: Stay Cool and Flexible Selecting the right GTAW torch for the application also can help make the process more efficient. First, select a torch with good insulation. Silicon-rubber insulation, for example, protects against high-frequency leakage and cracking that can lead to premature torch failure and downtime for torch changeover.
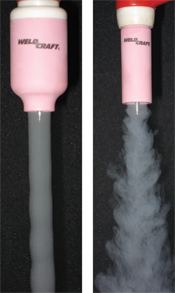 and creates the electrical contact necessary for proper current transfer. It also provides two other functions that can help improve efficiency: It improves shielding-gas coverage (see photos) and improves weld-joint accessibility.
and creates the electrical contact necessary for proper current transfer. It also provides two other functions that can help improve efficiency: It improves shielding-gas coverage (see photos) and improves weld-joint accessibility.