






 Given this, imagine producing a vehicle without stamping dies, and with the resultant ability to shift production within an afternoon and without tooling impacting the cost per part. While 2020 may be an anomaly, we should have learned by now that although we rely on many known factors in predicting our economy, there always will be unknowns. Unprecedented events or not, many compelling trends in the auto industry point to the need for new and flexible manufacturing processes. Some of these trends include the following:
Given this, imagine producing a vehicle without stamping dies, and with the resultant ability to shift production within an afternoon and without tooling impacting the cost per part. While 2020 may be an anomaly, we should have learned by now that although we rely on many known factors in predicting our economy, there always will be unknowns. Unprecedented events or not, many compelling trends in the auto industry point to the need for new and flexible manufacturing processes. Some of these trends include the following: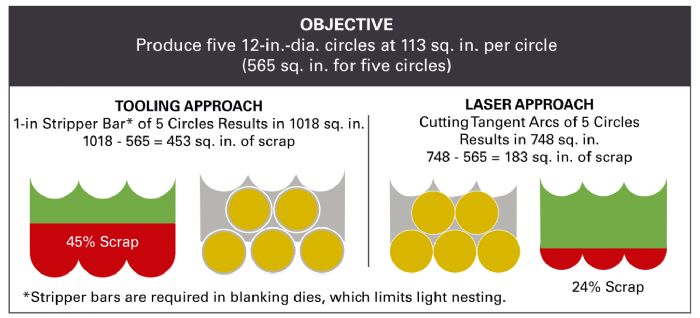 These trends all beg for increasingly agile manufacturing methodologies. But, if the final evaluation for a purchase decision is based upon gaining return on investment within 12 months, only short-term competitive advantages can be achieved through tweaking current processes. This means that the most cost-effective and efficient solutions may be overlooked. One area where companies can look: new technologies for producing body-panel blanks for forming. Here, laser blanking can play a major role, not only in providing flexibility in manufacturing operations, but also in cost savings for automakers willing to have a little foresight.
These trends all beg for increasingly agile manufacturing methodologies. But, if the final evaluation for a purchase decision is based upon gaining return on investment within 12 months, only short-term competitive advantages can be achieved through tweaking current processes. This means that the most cost-effective and efficient solutions may be overlooked. One area where companies can look: new technologies for producing body-panel blanks for forming. Here, laser blanking can play a major role, not only in providing flexibility in manufacturing operations, but also in cost savings for automakers willing to have a little foresight.  Let’s take a look at what coil-fed laser blanking can deliver. According to Auto Trader, the average vehicle model has a lifespan of 4 to 6 yr. To illustrate the savings that can be achieved with this technology, we’ll assume a 5-yr. average model-change scenario, with 25 parts/model and 50,000-unit production volume (Table 1).
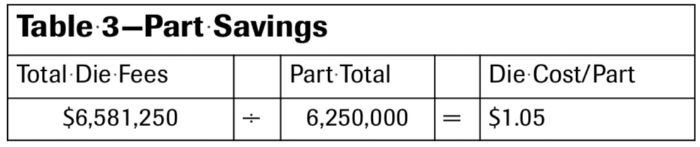
Let’s take a look at what coil-fed laser blanking can deliver. According to Auto Trader, the average vehicle model has a lifespan of 4 to 6 yr. To illustrate the savings that can be achieved with this technology, we’ll assume a 5-yr. average model-change scenario, with 25 parts/model and 50,000-unit production volume (Table 1).  Laser blanking, in eliminating the need for dies, offers an immediate savings of more than $6 million (Table 2). This also can be considered as a cost savings of $1.05/part (Table 3), with savings increasing should production decrease for any reason. Either way, this money can be re-allocated to a capital-equipment investment or deployed in part processing.
Laser blanking, in eliminating the need for dies, offers an immediate savings of more than $6 million (Table 2). This also can be considered as a cost savings of $1.05/part (Table 3), with savings increasing should production decrease for any reason. Either way, this money can be re-allocated to a capital-equipment investment or deployed in part processing.
Potential Material Savings
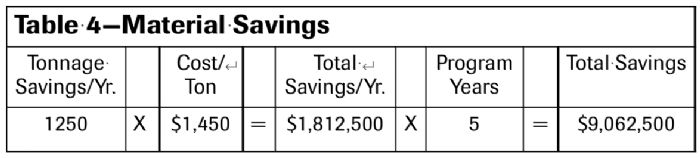
 The combination of software-program advancement and flexibility of laser cutting enables nesting and optimizing material usage, to help reduce scrap. Typically, a family of outer-body panels will consume 14,000 tons of material per year at an average cost of $1600-$1700/ton. Assuming that a stamper receives a scrap credit of 0.10/lb.―or $200/ton,―then the material cost may total $1400-$1500/ton. Designing blanks to optimize the nesting advantages available through laser cutting can result in an annual savings of 1000 to1500 tons of material. This translates into nearly $2 million/yr. in coil-stock purchasing per year, or $9 million-plus across a 5-yr. program (Table 4).
The combination of software-program advancement and flexibility of laser cutting enables nesting and optimizing material usage, to help reduce scrap. Typically, a family of outer-body panels will consume 14,000 tons of material per year at an average cost of $1600-$1700/ton. Assuming that a stamper receives a scrap credit of 0.10/lb.―or $200/ton,―then the material cost may total $1400-$1500/ton. Designing blanks to optimize the nesting advantages available through laser cutting can result in an annual savings of 1000 to1500 tons of material. This translates into nearly $2 million/yr. in coil-stock purchasing per year, or $9 million-plus across a 5-yr. program (Table 4).
Other Savings
 Although not normally considered a money maker for OEMs, an inventory of replacement body panels must be kept for potential service work. For the part volumes discussed in this example, replacement inventory may include 3000 parts run in the first model year, with a 30-percent volume reduction in each following year. Each replacement-part run requires pulling the die out of storage and reconditioning it prior to stamping.
Although not normally considered a money maker for OEMs, an inventory of replacement body panels must be kept for potential service work. For the part volumes discussed in this example, replacement inventory may include 3000 parts run in the first model year, with a 30-percent volume reduction in each following year. Each replacement-part run requires pulling the die out of storage and reconditioning it prior to stamping.
Running service parts with a laser blanking system eliminates any hard-tooling changeover and only requires a simple change in the software program. Additionally, there is no need to slit master coils to fit service-part dies, because each part made from the master coil can be programmed to run at the master-coil width. This ability helps to minimize coil inventory, as well as the number of different coils used for all of a vehicle’s service parts.
Parts Out the Door
 The ongoing argument against laser blanking has been focused on productivity and speed. Yes, a mechanical press only needs a single stroke to cut a blank profile, thus, it has been the technology of choice in high-volume blanking. However, the multi-head laser systems available today can give a stamping press a run for its money.
The ongoing argument against laser blanking has been focused on productivity and speed. Yes, a mechanical press only needs a single stroke to cut a blank profile, thus, it has been the technology of choice in high-volume blanking. However, the multi-head laser systems available today can give a stamping press a run for its money.
In a recent study on the time needed to produce 25 parts at volumes of 50,000, we found that a three-head laser system required 1400 hr. to process these parts vs. 1200 hr. using mechanical blanking. So, yes, laser blanking required an additional 200 hr. to run the same number of parts. However, investing in a four-head laser system would certainly meet the required production throughput. And, importantly, when considering the other benefits of laser blanking, it’s an investment worth making. Remember: Not having to produce dies already has gained at least 6 months in launch time.
In a real-life scenario involving a recent customer installation, and presuming a 5-min. die change, using a two-head laser blanking system to produce simple chevrons requires only 48 additional production hours for a 50,000-vehicle run across a 5-yr. span when compared to mechanical blanking. With an assumed operational cost of $1000/hr., this translates to $48,000 in additional operating cost for laser blanking. But, a straight-cut die will cost much more. And, when applying a 25-min. die-change time for such a tool, production via laser blanking beats using a mechanical press.
Look Beyond Strokes/Min.
Should productivity be the only desire, then stamping blanks may be the way to go. But, in addition to all of the savings stated above, keep these things in mind: A three-head laser cutting system costs nearly the same as a servo-driven blanking-press system, and requires a similar footprint. But, laser blanking systems often are designed for retrofit, meaning that they can work with existing coil-processing equipment. Plus, laser systems do not require a press pit or high-capacity crane for servicing, which helps to reduce overall facility costs. Additionally, not having to allocate storage for all of the die sets required to stamp the different parts running on a press line saves on floor space.
Long-term competitive advantage comes from innovative changes in strategy and/or processes that truly shift the way the game is played. This requires companies to look beyond a 1-yr. payback in order to gain a sustainable advantage that will last for years. Evaluate costs vs. savings over a 5-yr. period and look beyond strokes/min. This analysis shows that investment in a laser blanking line is almost like making future model changes for free. MF
View Glossary of Metalforming Terms
See also: LaserCoil Technologies, LLC
Technologies: Cutting


