





 Many stamping operations occur under less-than-ideal conditions, and the impact of stroke length often is overlooked. Four reasons why metal stampers should strive to use the shortest possible stroke:
Many stamping operations occur under less-than-ideal conditions, and the impact of stroke length often is overlooked. Four reasons why metal stampers should strive to use the shortest possible stroke:The Optimal Stroke Is the Shortest Possible Stroke
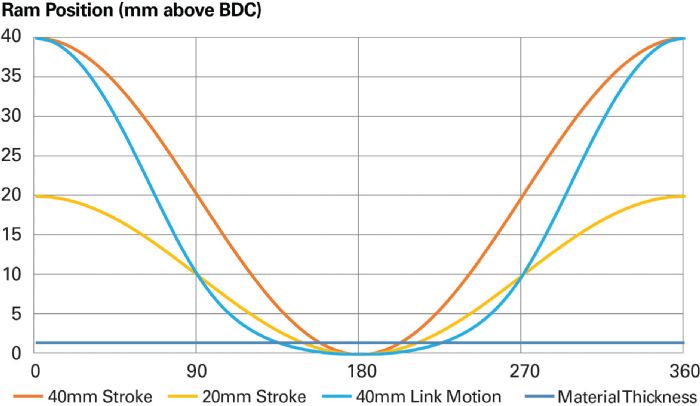
 A careful analysis of the part to be shaped and the feed system will provide insight into the shortest possible stroke length for a given process. At any point during the crank rotation, one of the following occurs:
A careful analysis of the part to be shaped and the feed system will provide insight into the shortest possible stroke length for a given process. At any point during the crank rotation, one of the following occurs:
- Cutting, forming, etc.
- Material feeding
- Piloting
- Gap opening/closing to provide clearance for feeding.
Other operations, such as inspection or welding, can be incorporated into the cycle. This only should be considered when the value-add is greater than the reduction of efficiency at the press. In the tradeoff consideration, consider all of the factors discussed above.
A shorter stroke yields:
- Fewer punch breakages in the tool
- Longer intervals between tool sharpening
- Better forming results
- Longer press life
- Less vibration
- Less noise
- Fewer nuisance faults.
Biases and assumptions in tool design or equipment selection can be difficult to detect and change. More obvious reasons for less-than-optimal stamping processes:
- Equipment is not used for its intended purpose
- Making a job work on available equipment
- Purchasing equipment that “would do the job”
- Purchasing new equipment at discounted price
- Repurposing existing equipment
- Operating conditions/tradeoff values have changed dramatically
- Production volumes/lot sizes have changed significantly
- Product specifications/part tolerances have been tightened
- Production requirements for quality, certifications, packaging and delivery have changed
- Equipment is outdated
- Newer technology not utilized
- Lack of automation
- Lack of spare parts
- Decreased serviceability
- • Equipment has lost its precision from when it was new
- Damages due to operating error
- Material fatigue, improper repairs
- Normal wear
- Past modifications.
How to Improve the Stamping Process
Efforts to optimize start with an open mindset and a willingness to allow discoveries to effect change. It requires an environment where we replace assumptions with reason, and re-evaluate prior decisions based on changes in the operating conditions. Hiring an outside expert that provides an unbiased analysis and technological insights can be helpful. Sometimes simple remedies can make a significant difference. MF
Article provided by Sangiacomo Presses Americas, LLC.
View Glossary of Metalforming Terms
See also: Sangiacomo Presses Americas, LLC
Technologies: Stamping Presses


