






 At the forefront are servo-based technologies found in nearly every motion-control device in the pressroom, including presses, straighteners and feeders. While the popularity of servo presses continues to rise due to their motion flexibility and available high energy, the other components within the production system also have developed to follow suit. The key enabler to all of this continues to be further development of servo motors and drives, along with the coming adoption in pressrooms of state-of-the-art digital-communication technology, including robust sensors, IO-Link platforms and Internet of Things connectivity. It appears that we’re on the precipice of welcoming “smart technology” into our press shops.
At the forefront are servo-based technologies found in nearly every motion-control device in the pressroom, including presses, straighteners and feeders. While the popularity of servo presses continues to rise due to their motion flexibility and available high energy, the other components within the production system also have developed to follow suit. The key enabler to all of this continues to be further development of servo motors and drives, along with the coming adoption in pressrooms of state-of-the-art digital-communication technology, including robust sensors, IO-Link platforms and Internet of Things connectivity. It appears that we’re on the precipice of welcoming “smart technology” into our press shops. 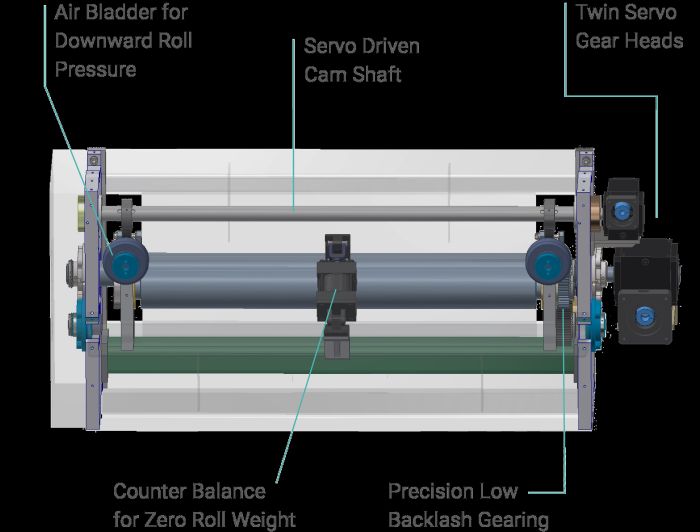 “Paying close attention to the timing of the servo feed is important when aligning it with a servo press,” says David Diaz-Infante, servo press application engineer at Nidec Minster, “due to shorter pendulum and faster return strokes decreasing the amount of time available to insert the required amount of material into the die space. For example, let’s consider hypothetical differences in production rates and press-open times between a conventional flywheel and a servo press for a progressive-die application. Producing a given part on a flywheel press at 22 strokes/min., we’re allowing 1.9 sec. for feeding the material and for the critical stopping angle, should a die-protection fault occur. With a servo press, we might run this job at 43 strokes/min. (full revolution) using a faster return during the nonworking portion of the stroke. As a result, the available time available for feeding the material (and stopping time) shrinks to about 0.9 sec.”
“Paying close attention to the timing of the servo feed is important when aligning it with a servo press,” says David Diaz-Infante, servo press application engineer at Nidec Minster, “due to shorter pendulum and faster return strokes decreasing the amount of time available to insert the required amount of material into the die space. For example, let’s consider hypothetical differences in production rates and press-open times between a conventional flywheel and a servo press for a progressive-die application. Producing a given part on a flywheel press at 22 strokes/min., we’re allowing 1.9 sec. for feeding the material and for the critical stopping angle, should a die-protection fault occur. With a servo press, we might run this job at 43 strokes/min. (full revolution) using a faster return during the nonworking portion of the stroke. As a result, the available time available for feeding the material (and stopping time) shrinks to about 0.9 sec.”
Moving the material precisely when and where it needs to go, especially challenging with the often-complex motion profiles used with servo presses, has placed pressure squarely on feed-equipment manufacturers, says Willie Chacko, CEO at Dallas Industries. “With Ethernet technology now prevalent on most newer feed lines,” Chacko says, “we can monitor ram position in real time and signal the feed line as ram speed and position changes. This maintains precise synchronization.
 “In most cases, we upsize the capabilities of the motors and drives by nearly 50 percent in terms of torque, which is directly proportional to acceleration,” Chacko continues. “And, we have to accelerate faster in a shorter period of time. Acceleration is the key performance factor in these systems, and for that you need a higher-torque motor. This also helps us meet the shorter time window, and we want to use 100 percent of that time, avoiding excessively high acceleration that can lead to slippage.”
“In most cases, we upsize the capabilities of the motors and drives by nearly 50 percent in terms of torque, which is directly proportional to acceleration,” Chacko continues. “And, we have to accelerate faster in a shorter period of time. Acceleration is the key performance factor in these systems, and for that you need a higher-torque motor. This also helps us meet the shorter time window, and we want to use 100 percent of that time, avoiding excessively high acceleration that can lead to slippage.”
“Using new sensor and communication protocols, the feed is always aware of press-ram position,” concurs Reid Coe, president of Coe Press Equipment. “This enables highly repeatable and accurate straightening and feeding compared to using a rotary cam switch on the press, as in the past, and performing speed calculations based on the start/stop of these signals. With older systems, there’s a time lag from receiving the pilot signal from the cam switch, shifting the valve, filling the cylinder with air, piloting, closing the valve, etc. These delays require calculations to be performed in the background to compensate for press-speed adjustments. Capturing real-time press position and speed simplifies the communication.”
“The feed equipment used to be a separate entity, each piece on an island,” adds John Kwiatkowski, regional sales manager at Coe, “receiving some signals and minimal handshaking, but from a controls standpoint they were separate pieces of equipment. The advent of servo presses and their requirements has forced press lines to function as one machine from a communications standpoint—a system, if you will,―press and feed line working in concert.”
 How else does real-time monitoring of press motion, and automatically synchronizing the feed to the press motion, help? “In the past, stampers would set up their feed lines to keep up with the maximum stroke rate, but when running slower jobs, the machine would be overworking,” says Reid Coe. “This approach leads to premature wear of the equipment. Pilot assemblies over-traveling, excess speed and acceleration, incorrect loop configurations, excess drag-brake pressure—all of this reduces performance and shortens the life of the equipment. With real-time press monitoring, we’re automatically adjusting all of the feed-line settings and developing perfectly tuned acceleration curves that match the press motion.”
How else does real-time monitoring of press motion, and automatically synchronizing the feed to the press motion, help? “In the past, stampers would set up their feed lines to keep up with the maximum stroke rate, but when running slower jobs, the machine would be overworking,” says Reid Coe. “This approach leads to premature wear of the equipment. Pilot assemblies over-traveling, excess speed and acceleration, incorrect loop configurations, excess drag-brake pressure—all of this reduces performance and shortens the life of the equipment. With real-time press monitoring, we’re automatically adjusting all of the feed-line settings and developing perfectly tuned acceleration curves that match the press motion.”
Another key development: the use of servo motors in the pilot-release function in feed equipment. Says Dave Reiman, sales vice president at Nidec CHS: “Servo-controlled pilot release allows the upper feed roll to open and close via a servo-driven cam assembly. This technology eliminates the slow and often inconsistent pneumatic pilot release encountered in most roll feeds.”
Delivering Detailed Line Data to One HMI
Helping to integrate press-line equipment seamlessly into a unified line, according to Bob Southwell, executive vice president at Aida-America, is its move to implement Allen-Bradley drives and controls from Rockwell Automation. “One press HMI,” says Southwell, “that integrates all of a line’s peripheral equipment—transfer system, coil line, destacker, etc.—helps greatly with maintenance faults, providing detailed information to the line operator in one place.”
When it comes to maximizing the performance of servo motors, and in particular motors on stamping presses, enemy number one is heat, says Jim Landowski, vice president of Komatsu America. “With the next generation of servo presses,” he explains, “emphasis has been placed on efficiently capturing and removing heat from the motor and drive systems. And we now minimize current drawn off of the line by using more efficient and liquid-cooled capacitor banks. Such technology also provides a higher rating point at higher pendulum speeds than previous generations of servo presses.”
A rating chart for a servo press that does not adequately control the heating of the servo motors and drives, says Landowski, will show that the faster the press runs, the lower the rating and amount of press energy available. “This is because at higher speeds, energy dissipates as heat,” he says, “and, therefore, you have less working energy to run the press. Tonnage doesn’t change, but energy does. So, the ability to provide a higher rating point, sometimes two to three times higher, allows a stamper to perform more work at higher pendulum speeds.”
Protecting Assets by Monitoring Motor Torque
 Also new with the latest motor drives in servo presses is the ability to monitor servo-motor torque throughout the press stroke, and to instantaneously stop the motor, and even reverse direction, if there’s a load outside of the set parameters. “Historically,” says Southwell, “you monitor force either with a hydraulic overload system, a load monitor or with interlocking die-protection signals. By capturing the motor-torque signature in real time, we quickly can stop the motor and slightly reverse it to relieve the load―a step beyond hydraulic overload.”
Also new with the latest motor drives in servo presses is the ability to monitor servo-motor torque throughout the press stroke, and to instantaneously stop the motor, and even reverse direction, if there’s a load outside of the set parameters. “Historically,” says Southwell, “you monitor force either with a hydraulic overload system, a load monitor or with interlocking die-protection signals. By capturing the motor-torque signature in real time, we quickly can stop the motor and slightly reverse it to relieve the load―a step beyond hydraulic overload.”
“The hydraulic overload is there only to protect the press,” Landowski adds. “We monitor motor torque and heat, but also monitor the signature path of the process itself throughout the stroke and allow the customer to input high and low force limits through the stroke. Stampers can create a programmable signature through the process, and an acceptable process window that allows for hardness variations in the material and thickness variations in the coil. If press force exceeds either upper or lower limits set for the process, the press can either top-stop or e-stop. This is a valuable quality-assurance tool that, when combined with locating high-speed digital cameras in the die space digitally linked to the process signature, you have a system where the operator can literally see and track the process in real time. This allows a stamper to document the process and quickly address any crashes or errors—much more efficient than trying to do a post-mortem.”
Digital Communication Unifies Press Lines into Systems
Other pressroom concerns, with servo-based and any other equipment, focus on optimizing overall equipment effectiveness and uptime. Stampers must ensure that equipment remains healthy and operational, and work to minimize setup times and develop efficient maintenance activities—often by developing proactive- (preventive and predictive) rather than reactive-maintenance plans.
Of course, technology comes at a cost, and recovering that investment relies on high uptime—not just of the press, but of the entire system. “In today’s pressrooms,” shares Joel Wuebker, general manager of Nidec Minster, “it is critical not only to have the correct equipment for the task but also be able to integrate each piece of equipment into one optimized system. More and more, metal formers seek turnkey solutions. Stampers can gain a big advantage when controls for multiple pieces of equipment (press, feed, etc.) are combined into a single control.”
“With OEM customers,” adds Komatsu’s Landowski, “we’re offering component-level monitoring. Like most technology that starts at the OEMs, this soon will make its way to the Tier levels. They want to know what relay on what board has failed and want board-level diagnostics accessible remotely. This functionality now is possible with newer communications and monitoring technology.
“Also gaining traction,” Landowski adds: “continuous on-demand circuits. Here, the press stays ‘armed’ in a continuous mode and when parts begin to stack up on the exit conveyor, the press must temporarily stop production and the feed stops too, until the conveyor or parts area is cleared. Then the press will restart automatically…we’re seeing a lot more of this.”
“Automation along the press line, and in particular the feed line, also is critical now,” says Dallas Industries’ Chacko, “so that setups are developed as part of each job recipe. Stampers experience quicker feed-line setups (1 to 2 min. in most cases), helping to optimize press-line uptime and ensure repeatable processes every time a job runs. Stampers want consistency from shift to shift, press to press and operator to operator. There are 15 to 20 parameter sets in some cases—passline height, feeder edge guides, feed-roll pressure, feed-roll opening clearance, straightener settings, edge guides, coil guides, and multiple settings on the straightener rolls, brake tension, loop settings, feed parameters.
“For example, a line we recently installed has seven servo-based motion-control setups on the feed line—even the straightener on this machine is acting in a servo mode,” Chacko continues. “All of these servos, including the tailout feed motor, are integrated onto a PLC platform, and five of the seven employ absolute feedback.”
Why is absolute feedback on the tailout feed motor and drive system important?
“Traditionally, if the tailout motor or feed-roll opening motor doesn’t have absolute feedback,” Chacko says, “you would have to find a way to home it upon power-up. With absolute feedback, the system knows where you are at power up, avoiding any delay when setting up a new job. The tailout feed will position itself as part of the recipe based on the position of the die on the bolster.”
IO-Link Allows Drilling Down into the Details
The next big thing coming to automated press lines: the evolution from huge I/O boards to IO-Link, where troubleshooting of a line increases in ease “by multiples,” says Reid Coe. “Operators can immediately see, from the HMI, exactly which device is faulting and details about the fault. Also, advanced equipment monitoring is attainable because you can consolidate the I/O using IO-Link technology.”
IO-Link, a global, open standard-communication protocol, allows sensors, actuators and other devices on a press line to exchange data bidirectionally. Without getting into the motion-control weeds, this means that data become accessible, and actionable, by control systems faster than ever before. And it makes the data more readily captured for analysis, in Internet of Things (IoT) environments.
“IO-Link also quickens implementations,” says Chacko, who notes that his company is migrating to this protocol and will make it available to the market in mid-2021. “We can have distributed control setup on each section of the machine—which we already do with our current Ethernet platforms where each section of the machine is wired complete, so when they ship separately, the stamper just connects the power and Ethernet and that section of the machine is ready to operate. With IO-Link, we’ll be able to reduce the size of the remote junction boxes and give some of that brain that used to be in the remote junction box to IO Link blocks, and have less wiring coming back to the junction boxes.”
It’s been said that “data is king,” and that sentiment will hold true for the foreseeable future—maybe forever. That’s why the pressrooms of tomorrow must implement technology that allows for gathering, processing and acting on data is a critical success factor moving forward.
IoT Initiatives Enable the Move to Predictive Maintenance
“There’s a lot of investment being made in IoT initiatives,” says Aida’s Southwell, “to allow more integrated sensor interfaces and to download not just production information but also maintenance information from the press, for use at the HMI level and also on a remote basis. We see a 5-yr. window for significant implementation of IoT in press shops, although we do have several OEM and Tier One customers using this technology.
“The goal is to develop this capability for more standardized products,” he continues, “a laundry list of data sets we can provide to stampers at different levels of sensors and interfaces, and price. The IoT requirements for a large OEM, for example, differ from those for a Tier Two stamper, so we need to have a flexible system that allows for that range of use, from basic monitoring to high-end and more-detailed monitoring.
“This is the learning curve we’re on now,” Southwell adds. “We can gather all sorts of data, but what’s important? We’ll see a lot of development in this realm over the coming years. That’s why equipment suppliers continue to work on developing flexible and modular setups. We need to be able to answer, ‘Where’s the bang for the buck?’” MF
View Glossary of Metalforming Terms
See also: Coe Press Equipment Corporation, Dallas Industries, Komatsu America Industries, LLC Press Technology Division, Aida-America Corp., Niagara Cutter
Technologies: Stamping Presses


 Event
Event