Technology Eases Adjustment
Adjustable V dies provide that option, with the tooling including a base installed along the length of the press brake bed that provides about a 1-in.-wide gap to start that allows the ram to descend and perform angle bends. For its part, Wilson Tool provides adjustable V dies beginning with a 1-in. gap that expands in 1-in. increments to 6 in. or more, depending on a fabricator’s needs, according to Brown.
“Fabricators provide a thickness range of part material along with a minimum bend angle, which determines the dimensions and capacities of the die,” he says, noting that Wilson Tool uses a default angle of 60 deg. in the die to allow for overbending. “And, we make the height of the base shoulder tall enough so that when the brake penetrates that thick material, it can descend quite a ways for overbending. Most common are adjustable openings from 1 to 6 in., with 12 to 14-in. openings also common.”
In fact, adjustable openings can reach widths to 30 in.
“For openings to these widths, additional support for the tool may be needed, as the tool width exceeds the press brake’s bed width,” Brown says.
With the needed base installed lengthwise along the press brake bed, and with the width adjustable in increments, how does width adjustment take place? Options range from full manual adjustment, using holddown bolts, to fully automatic adjustment, which may include the use of hydraulic locking mechanisms and servo-motor width adjustment in the case of Wilson Tools’ adjustable V dies, according to Brown. To handle bending force, the adjustable die base may incorporate teeth along the adjustment width to hold the die in place as well as the holddown bolts or hydraulic clamps. In climbing the option ladder, each offers increased time savings in changeover.
Rapid ROI Possible
For an adjustable V die measuring in length from 14 to 20 ft., fully manual adjustment using shims (to help hold the width gap) on a typical changeover can be considered a two-person operation and take from 2 to 3 hr.—typcial of common adjustable dies from decades ago. Increasing the options takes the process to a one-person, roughly 10-min. operation. A fully optioned adjustable V die, employing hydraulic locking of the base and servo-motor adjustment of width, takes one person as little as 5 min. As an added help, spring-loaded lift-assist technology incorporated in some manual-side-block-adjustment setups provide a boost when needing to lift the die base over the adjustment-width teeth.
“These savings are very situational based on shop rate, number of changes per day and length of the die,” Brown explains. “In general, the longer the die and the more often that change-overs occur, the more advantageous the options prove to be.”
A cost calculation provided by Brown shows how adjustable V dies can pay off for fabricators. Consider a fabricator with a $75/hr. press brake operation rate, which breaks down to $1.25/min., and an average of six setups per day, each taking 45 min. without an adjustable V die. Cost per setup equals $56.25, for a yearly cost of $79,650. Now suppose that using an adjustable V die decreases setup time to 10 min. Cost per setup totals $12.50 for an annual cost of $17,700.
“By reducing setup time from 45 to 10 min. for six setups daily,” Brown says, “a fabricator can save as much as $61,950/yr., or 23.6 weeks/yr. in labor costs due to increased efficiency. Fabricators changing material thicknesses four or five times a day should consider investment in adjustable V dies with hydraulic locking and adjustment assist.”
Inserts Add to Economic Case
Adding to the economic gains: shoulder inserts. These perishable items, placed at the top of the V-die shoulders where the part material makes contact during bending, can be replaced easily when worn, instead of replacing a die base.
“Inexpensive shoulder inserts,” Brown says, “replaced easily without needing to rework the entire die body or throwing the whole thing out when it’s worn, add to the return on investment.”
As far as force capacity, while 100 tons/ft. of force may sound like a lot, “most fabricators want the capacity of their adjustable V dies to exceed that,” says Brown. “I know that we commonly quote for 200 to 300 tons/ft. dies, and just recently quoted for 400 tons/ft.”
When specifying higher-tonnage dies, Brown offers, fabricators should be sure that their suppliers provide the rigidness and durability to handle those forces over time. MF
See also: Wilson Tool International
Technologies: Bending






 Lou Kren
Lou Kren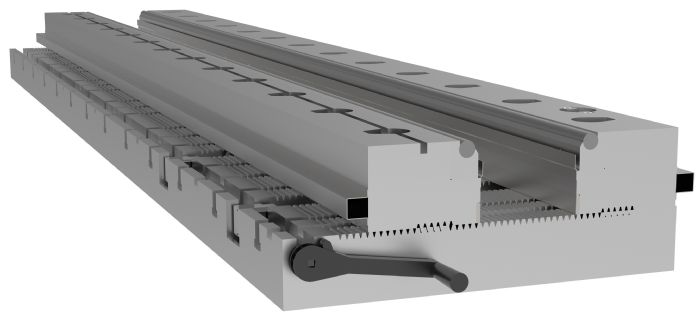 To dig deeper into adjustable V dies, MetalForming discussed the technology with Steve Brown, press brake tooling and additive manufacturing product manager for Wilson Tool Intl.
To dig deeper into adjustable V dies, MetalForming discussed the technology with Steve Brown, press brake tooling and additive manufacturing product manager for Wilson Tool Intl.