Feed-Release Timing—What Every Press Technician Should Know
September 20, 2024Comments
Highly accurate feed systems practically eliminate the need for pilots in a die. Press technicians must properly adjust or program the feed to avoid inconsistencies in product quality and the likelihood of tool breakage or premature wear. Note also that pilots can be worked beyond their original design intent due to an improperly set feed.
 Setting the feed-release function can be challenging but its accuracy is critical for successful progressive-die stamping. The feed release, also called pilot release, allows the pilots in the die to position and register the strip accurately in the die. For the pilots to position the strip, the upper feed roll must open (lift) just after the tip of the pilot enters the strip. If the feed roll opens too early, the strip could pull out of position from the weight of the material in the slack loop between the feed and straightener or uncoiler.
Setting the feed-release function can be challenging but its accuracy is critical for successful progressive-die stamping. The feed release, also called pilot release, allows the pilots in the die to position and register the strip accurately in the die. For the pilots to position the strip, the upper feed roll must open (lift) just after the tip of the pilot enters the strip. If the feed roll opens too early, the strip could pull out of position from the weight of the material in the slack loop between the feed and straightener or uncoiler.
Understanding Feed Release
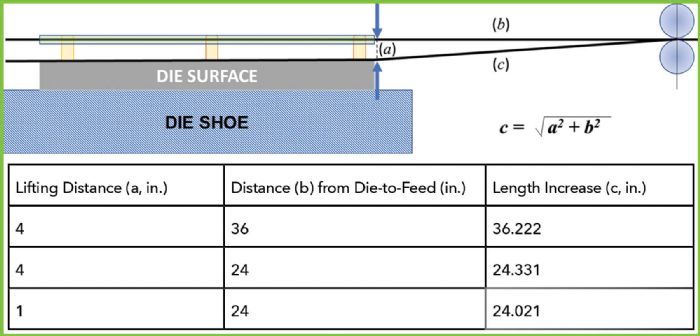
Progressive dies often require the strip to be lifted from the die’s working level to the feed level before the strip can feed forward. Even flat pieces must be lifted slightly to break the oil seal with the die. This can vary from a small amount to clear trim and punching burrs, to several inches that allow deep part shapes to clear working stations in the die. In general, the die should be designed with a minimal strip lift. The higher the lift, the greater the impact on feed-release timing.
Ideally, press feed height is set parallel to the height of the stock-lifter rails in their full up position. This allows smooth feeding of the coil strip. Avoid setting the feed height higher or lower as these conditions provide opportunity for the coil to bind or jam in the lifter rails during the feed cycle.
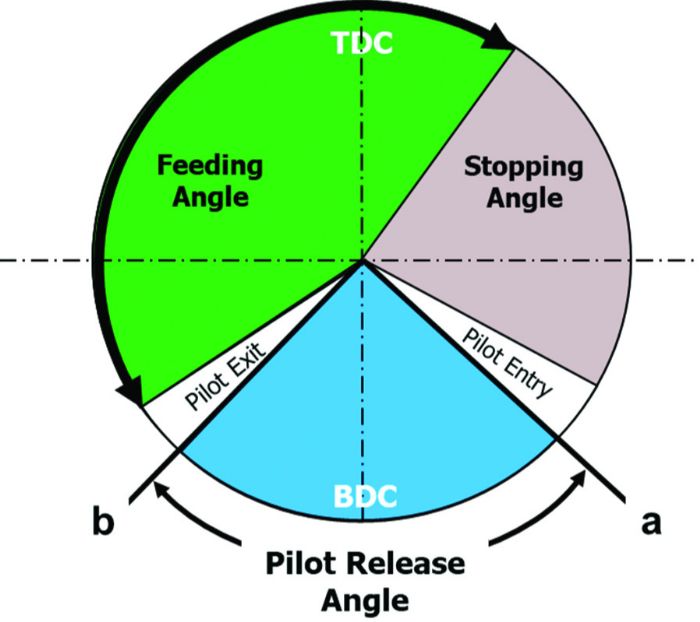
After the coil stock has moved to its predetermined progression, the upper feed roll lifts (Fig. 1a) to provide sufficient clearance for the strip to be positioned by the pilot pins. Roll lift should occur after the tip of the pilot punch descends deep enough into the material to prevent the strip from slipping backward, but before the full diameter of the pilot has entered the pilot hole.
At the end of the angle, the feed roll closes (Fig. 1b) to grip the coil for the next feed cycle. The combined feed-roll opening and closing sequence is referred to as the pilot-release angle. Should the feed roll close too soon, feed length may appear to be too long. This is true with progressive dies that require long stock-lifter travel to clear working stations in the die. The downward travel of the strip during die closure pulls additional coil stock through the feed unit while the feed roll is lifted. If the feed roll closes before the stock lifters return to their full up position, this extra material becomes trapped between the die and feed.
 Where in the press stroke the feed closure occurs depends on the die feed height. For dies with little or no strip lift, the feed roll can close after the pilots fully engage with the stripper, holding the strip securely against the lower die to prevent movement. This usually occurs near bottom dead center (BDC), or 180 deg. of rotation.
Where in the press stroke the feed closure occurs depends on the die feed height. For dies with little or no strip lift, the feed roll can close after the pilots fully engage with the stripper, holding the strip securely against the lower die to prevent movement. This usually occurs near bottom dead center (BDC), or 180 deg. of rotation.