 |
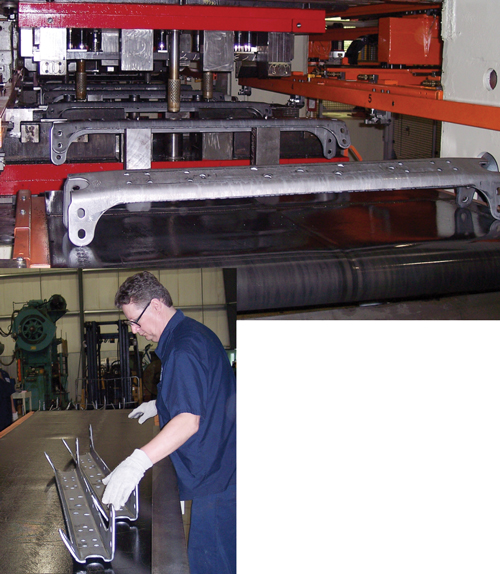
| Exiting Brutus are Class 8 truck-chassis stampings formed in six hits under the press’ four rams. Each stamping weighs 50 lb. |
Stamping the Class 8 truck-chassis parts, 5⁄16-in.-thick steel feeds from 40,000-lb. coils. The first ram (1000-ton) powers a three-station progressive die that blanks and trims the HSLA steel. Then three single-hit stations under the remaining rams (1200-ton, 1200-ton and 1000-ton in sequence) punch holes, form and resize to remove springback. The tooling also must remove coil crown, as the straightener cannot remove the entire coil crown from the heavy stock.
Stamping Rules of Thumb Out the Window
“Many of the rules of stamping when you’re dealing with sheetmetal or even light-gauge plate go out the window when you’re working with 1⁄4-in. steel and thicker,” shares Busse, describing the learning curve his employees find themselves continuing to navigate. “We must als be on the lookout for different lubricants, tool coatings and tool steels. A lot of good tool steels do not hold up to the shock loads created with 5⁄16- or ½-in. steel. We’ve had to find tool steels to absorb the shock, and in some cases have found new life for older steels—S7 and S5 high-toughness shock-resistant alloys for example. We’re also evaluating lubricants that we can use in sparse applications, precisely applied to specific areas of stampings to minimize waste and cleanup costs. The lubes obviously must work well under high heat and pressure applications.”
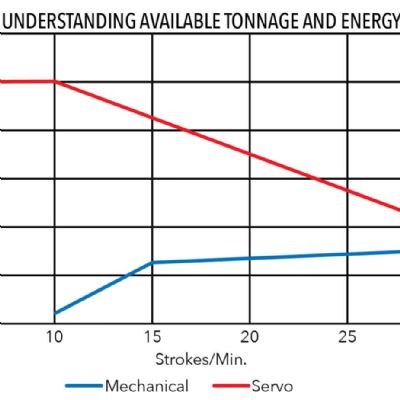
Other techniques developed by the firm include the use of severe shear angles on punch tooling, in addition to staggering the punches in sequence, to reduce tonnage requirements on HSLA-steel stampings. Busse showed me one job where punches had a 15-deg. shear angle.
On the horizon for Rockford Toolcraft, in addition to continued growth in the agricultural and truck markets, are heavy-gauge stampings for the railroad industry. The firm stamps ¼- to 3⁄8-in.-thick hinges, brackets and other parts for rail cars.
“We expect the railcar industry to be a hot market for a number of years,” Busse predicts. MF
View Glossary of Metalforming Terms
See also: Universal Feed & Machine, Inc., Rockford Toolcraft, Inc.
Technologies: Materials, Pressroom Automation, Stamping Presses

 Video
Video