Heating Helps Forming, Part 1: Hot Stamping of High-Strength Steels
July 29, 2020Comments
Hot stamping (commonly known as press hardening in Europe or hot press forming in Asia) is nothing new. During the process, a heated steel blank is formed at a relatively soft stage and then is quenched in a die. Hot stamping is performed using one of four processes:
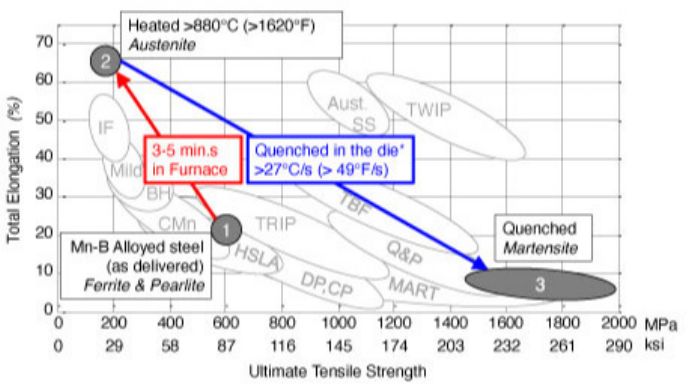 Direct process—The most common hot stamping process, direct hot stamping, or press hardening, finds use on Al-Si-coated or uncoated blanks. The undeformed blank is heated in a furnace over its austenitization temperature (Ac3), approximately 1450-1550 F (780-840 C). The heated blank then is formed (at ➋ in Fig. 1) and subsequently quenched in the same die.
Direct process—The most common hot stamping process, direct hot stamping, or press hardening, finds use on Al-Si-coated or uncoated blanks. The undeformed blank is heated in a furnace over its austenitization temperature (Ac3), approximately 1450-1550 F (780-840 C). The heated blank then is formed (at ➋ in Fig. 1) and subsequently quenched in the same die. - Indirect process—Typically used for galvanized blanks, indirect hot stamping, or form hardening, starts by cold forming the part (at ❶ in Fig. 1). The part then is pierced and trimmed, almost to the final shape, heated in a special furnace and quenched in a second die set.
- Hybrid process—Here, some of the forming occurs at the cold stage (❶). The semi-formed part then is heated in the furnace, significantly deformed to a final shape (➋) and quenched subsequently in the same die. This process typically has found use in Europe, with a special varnish-type coating. Since the early 2010s, the process has been abandoned and replaced by the direct process on Al-Si-coated blanks.
- Multistep process—For use on air-hardening steels, multistep hot stamping occurs in a transfer press (preferably servo-driven) and then the formed part is air-quenched. At least one OEM in Germany uses this process on galvannealed parts. This is the most recent process route in hot stamping.
Hot Stamping of 22MnB5
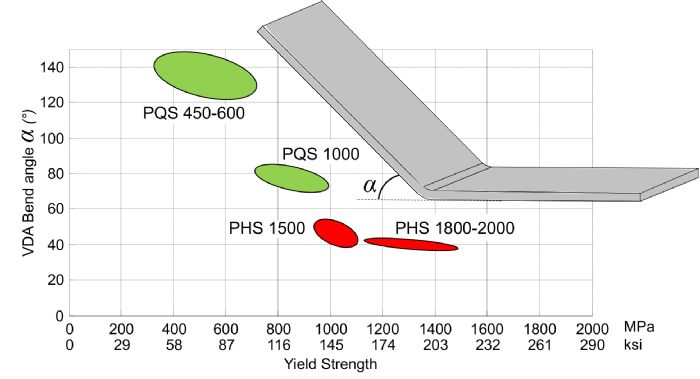
The uncoated ultra-high-strength steel originally designed for the hot forming process is 22MnB5 (also called PHS 1500 or HPF 1470). It has a yield strength of approximately 1000 MPa, and a 1500-MPa tensile (145,000 and 215,000 psi respectively) strength after hot stamping. These grades have a minimum 5-percent total elongation, depending on the type of tensile test.
Until 1997, stampers could only obtain 22MnB5 as uncoated bare steel. Then, steelmakers introduced an aluminum-silicon coated grade, and since then, the use of hot stamped components has increased exponentially. During the 1990s, hot stamping in the automotive industry only found use for bumper beams and door beams. However, by 2010 many car models featured hot stamped B-pillars, and some European models had more than 10 percent of their body-in-white hot stamped (in terms of mass, excluding doors and closures). Today, several models, including the latest-generation Ford Focus, have more than 30 percent of their body-in-white mass hot stamped.
 Energy-absorbing steel grades
Energy-absorbing steel grades